

۱۱,۰۰۰,۰۰۰تومان قیمت اصلی ۱۱,۰۰۰,۰۰۰تومان بود.۳,۳۰۰,۰۰۰تومانقیمت فعلی ۳,۳۰۰,۰۰۰تومان است.
70% تخفیف
آموزش اتوماسیون صنعتی
۱۱,۰۰۰,۰۰۰تومان قیمت اصلی ۱۱,۰۰۰,۰۰۰تومان بود.۳,۳۰۰,۰۰۰تومانقیمت فعلی ۳,۳۰۰,۰۰۰تومان است.

نیاز محور

مدرسین حرفهای

در دسترس

پشتیبانی دائمی

گارانتی ویژه
توضیحات مدرس درباره دوره آموزش اتوماسیون صنعتی
آیا می دانستید با وجود اینکه بیش از ده سال از ورود سیستم های اتوماسیون صنعتی در کشور ما میگذرد، هنوز بیش از ۷۰ درصد پروسه های صنعتی با روش های قدیمی و منسوخ کنترل می شوند؟
اگر یک فرد، به صورت کامل با تمام بخش های یک سیستم کنترلی آشنا باشد، به راحتی می تواند با اتومات کردن سیستم های قدیمی و ارتقاء قابلیت ها و امکانات ویژه درآمدی قابل توجه در ماه داشته باشد.
آموزش اتوماسیون توسط شرکت ها و سازمان های زیادی برگزار می شود و در آن ها برندهای مختلفی آموزش داده می شوند؛ اما اغلب در انتهای این دوره ها افراد نمی توانند کار با PLC را به خوبی شروع کنند…
یاد گرفتن تئوری و کارگاهی اتوماسیون صنعتی باعث می شود تا در نهایت شما با گذراندن ساعت ها دوره طولانی با مشکلات زیادی مثل موارد زیر، رو به رو باشید:
1– درکی نسبت به سخت افزار PLC و نحوه سیم بندی کردن یک سیستم، نداشته باشید.
2- کاربرد و جای استفاده صحیح از دستورات برنامه نویسی PLC را نشناسید.
3- فقط درباره نرم افزار یک برند خاص و آیکون های آن توضیح داده می شود و مفاهیم به صورت عمیق و پایه ای گفته نمی شوند.
4- مبحث مهم شبکه های صنعتی و ارتباط سریال مانند مدباس، پروفی باس و … و تفاوت های پروتکل های مختلف قابل درک نیستند.
5- تنها به مباحث مربوط به خود PLC اشاره شده و سایر ادوات جانبی که بدون آن ها PLC معنایی ندارد توضیح داده نمی شوند.
6- تمرینات کاربردی و پاسخ آن ها در کلاس بررسی نمی شوند.
برای به دست آوردن همه این موارد باید با سال ها تجربه و تست و آزمون و خطا و در عین حال هزینه های مالی داشت.
آموزش اتوماسیون صنعتی نماتک تلاش کرده که یک دوره جامع و از لحاظ ساختار و سرفصل با سایر آموزش ها متفاوت باشد.
در این آموزش شما در چند فصل ابتدایی، تمام سخت افزارها و ادوات جانبی برای اتوماسیونی کردن یک پروژه و نحوه ارتباط آن با یک PLC را خواهید آموخت و
نیمه دوم آموزش ها به برنامه نویسی PLC و کنترل یک خط اتوماسیونی مسلط خواهید شد و تمام ریز نکات مورد نیاز برای یک مهندس و تکنسین ماهر شدن را فراخواهید گرفت.
درباره مدرس آموزش اتوماسیون صنعتی

مجید گودینی
- کارشناسی برق گرایش کنترل از دانشگاه صنعتی امیرکبیر
- طراح و مجری سیستم های اتوماسیون برای خطوط تولید در صنایع پتروشیمی، ماشین سازی، BMS، پزشکی و نیروگاهی
- اجرای سیستم بچینگ، مانیتورینگ و اتوماسیون فرآیند تولید آسفالت شرکت صنایع راهسازی و معدن ایران
- مدرس دوره های اتوماسیون صنعتی (PLC، مانیتورینگ و اسکادا، راه اندازی موتور VFD، شبکه های صنعتی)
سرفصل های بسته آموزش اتوماسیون صنعتی
- آشنایی با رله و کنتاکتور
- نکات کلیدی در انتخاب رله
- تفاوت اتصال Dry contact و Wet Contact
- چگونه از مدارفرمان قدیمی به زبان برنامه نویسی PLC رسیدیم؟
- تفاوت SPST و SPDT و DPDT و ….
- مفاهیم ابتدایی اتصالات در یک مدار
- تفاوت نحوه اجرای یک مدار خود نگه دار و اجرای آن با PLC
- بررسی کامل سخت افزار یک Timer
- سیم بندی تایمر 11 و وظیفه هر پایه
- ۸ مد (Mode) مهم در عملیات یک Timer
- تفاوت پایه های input و reset و Gate
- اتصال مصرف کننده به خروجی یک Timer
- تفاوت تایمرهای آنالوگ با تایمرهای روزانه، هفتگی، دوقلو، ستاره مثلث
- تعریف کاربردی سنسور در اتوماسیون صنعتی
- انواع کمیت های مختلف برای اندازه گیری در صنعت
- سیگنال های الکتریکی استاندارد
- ساختار یک Limit Switch
- سنسورهای Proximity یا مجاورتی، القایی و خازنی
- تفاوت اتصال PNP و NPN و نحوه اتصال الکتریکی آن ها
- سنسورهای نوری
- شباهت و تفاوت کلیدی سنسور Fiber Optic و Photoelectric
- اصول عملکرد سنسور Ultrasonic
- نحوه اندازه گیری فشار در صنعت
- ارسال سیگنال آنالوگ
- تفاوت Incremental Encoder و Absolute Encoder
- بررسی دقیق ساختار عملکردی Encoder
- اندازه گیری سرعت و موقعیت به کمک Encoder
- رابطه Encoder و Counter
- ساختار سخت افزاری یک شمارنده یا Counter
- نحوه اتصال انواع سنسورها با یک Counter
- تنظیم پارامترهای یک Counter
- Mode های ورودی و خروجی یک Counter
- اصول کار یک Absolute Encoder و نحوه زاویه سنجی با آن
- انواع روش های اندازه گیری دما در آموزش اتوماسیون صنعتی
- نحوه عملکرد انواع ترموکوپل ها
- عملکرد انواع RTD ها
- ۴ تفاوت Thermocouple و RTD
- تفاوت PT100 دوسیمه، سه سیمه و چهارسیمه
- چگونگی انتخاب بدنه یک سنسور دما
- ۲ نوع ترانسمیتر برای تقویت سیگنال دما
- محل های نصب یک سنسور دما
- اجزای مختلف یک کنترلر دما Temperature Controller
- تفاوت مهم استفاده از یک رله مکانیکی EMR با یک رله حالت جامد SSR در خروجی کنترلر دما
- چگونه با رله، کنتاکتور یا SSR خروجی یک کنترلر دما را ایزوله کنیم؟
- بررسی دو روش اصلی کنترل دما ON/OFF و PID
- روش کنترل ON/OFF و اهمیت Hysteresis
- استفاده از روش کنترل PID و بررسی موشکافانه هریک از ضرایب P , I و D و اثر هریک
- تفاوت PV , SV و MV
- چگونگی استفاده از PWM در کنترل PID
- سه تعریف مهم در نمودار دما Overshoot , Hunting و Settling Time
- ۳ جزء اصلی در یک سیستم سنجش و کنترل وزن
- انواع لودسل های صنعتی و کارکرد هرکدام
- نوع اعمال بار روی بدنه یک Loadcell
- مکانیزم سنجش وزن Loadcell به کمک استرین گیج Strain Gauge
- نام گذاری استاندارد سیم های لودسل
- حذف اثر دما در سنجش دما
- در هر پروژه از چند لودسل و چگونه باید استفاده کرد؟
- چگونگی انتخاب ظرفیت مناسب برای لودسل ها Capacity
- محاسبه خطای اندازه گیری وزن در یک سیستم توزین
- کلاس های دقتی مختلف لودسل ها
- جعبه تقسیم یا Summing Box برای اتصال چند لودسل
- ۳ مفهوم کلیدی در توزین (Indication ، Transmit و Control)
- مکانیزم تقویت کننده های وزن و رزولوشن مبدل ها و تاثیر آن در دقت
- توضیح دقیق پروسه کلیدی کالیبراسیون
- نحوه سیم بندی ترمینال های مختلف یک کنترل کننده وزن
- اصول کار با کنترلر وزن و گروه بندی پارامترهای اصلی
- بررسی کامل پارامترهای مهم در یک پروسه توزین
- خروجی گرفتن مطلوب سیستم توزین
- روش تنظیم Summing Box به منظور تثبیت بارهای نامتقارن
- چندین روش مختلف کالیبراسیون
- مثال های کاربردی از پروژه های توزین
- کار عملی و نمایش متصل کردن لودسل به یک کنترلر وزن و کلیه نکات مهم در این پروسه
- بررسی انواع منطق های کنترلی در آموزش اتوماسیون صنعتی
- ۳ جزء اصلی در یک PLC
- بررسی تفاوت های ۴ گروه مختلف) PLC (Mini –Compact – Modular – Rack
- قابلیت Redundancy اهمیت آن در یک پروژه
- انواع سری PLC های زیمنس Siemens و امرن Omron
- بررسی کامل اجزاء سخت افزاری تمامی PLC
- ۱۰ نکته مهم که باید در انتخاب یک PLC بدانیم.
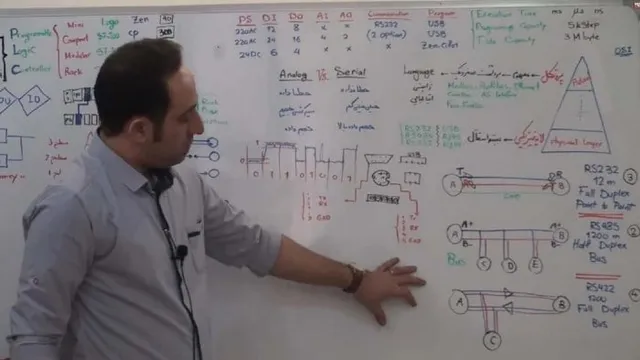
- ۳ تفاوت در انتقال اطلاعات به روش Analog و Serial
- بررسی ساختار شبکه های صنعتی Industrial Networks
- تفاوت پروتکل هایی مانند Profibus و Modbus و Ethernet IP با لایه سخت افزاری
- انواع سوکت ها و رابطها در انتقال سخت افزاری داده ها
- بررسی کامل بسترهای RS232 و RS485 و RS422 و چهار موضوع مهم در هرکدام
- رعایت ۵ پارامتر در شبکه کردن تجهیزات
- بررسی چندین مثال کاربردی از نحوه عملکرد یک شبکه صنعتی مانند Modbus
- انواع واحدهای حافظه یک PLC (Bit-Digit-Byte-Word-Dword-… )
- چگونگی استفاده از فضای Memory در PLC های زیمنس و امرن
- ۲ نوع نگاه مختلف به واحد های Memory
- چگونگی تقسیم بندی واحد های Memory در دو برند Siemens و Omron
- تخصیص واحدهای حافظه یا Memory Allocation به ورودی/خروجی های حقیقی
- تفاوت عددهای Decimal ، Hex ، BCD ، Signed و Unsigned و …
- تبدیل فرمتهای عددی به یکدیگر
- ۵ زبان مختلف PLC و قابلیتها و تفاوتهای هریک
- اجزاء محیط برنامه نویسی PLC و پنجره های مختلف
- ایجاد یک خط ساده برنامه با استفاده از یک Contact و Coil
- شروع برنامه نویسی و بررسی مهمترین دستورات برای نوشتن یک برنامه PLC
- ساختار دستورات فرمان KEEP
- دستورات انتقال داده ها MOV و MOVD و MOVB
- بررسی انواع Timer ها و نحوه قراردادن آن در برنامه
- انواع Counter ها و نحوه کار با آنها
- بررسی دستورات ریاضی (جمع، ضرب، تفریق و تقسیم)
- نحوه استفاده از دستورات منطقی و مقایسه کننده ها
- ۴ تفاوت کلیدی در ایجاد یک دستورالعمل یا Instruction
- مود های مختلف یک PLC
- نحوه تغییر برنامه در حالتی که PLC درحال کار است (Online Edit)
- استفاده از زمان، تاریخ و روز هفته در ایجاد یک برنامه
- Flag چیست و در کجا مورد استفاده قرار می گیرد
- بررسی ساختار یک Control Word درون یک Instruction
- نمایش چند برنامه از پروژه های اجرایی و کاربردی و ساختار دستورات در آن ها
- HMI چیست و دلایل استفاده از آن
- تفاوت یک سیستم HMI و SCADA
- تمایز دو عبارت Control و Monitor در HMI
- اجزاء سخت افزاری HMI
- معرفی المان های مختلف استفاده شده در یک HMI
- محدود کردن دستورات برای افراد در یک پروژه با استفاده از سه روش:
- Security level
- User Permission
- Indirect Reference
- نحوه کشیدن نمودار در HMI
- تنظیمات کلیدی برای یک المان
- ایجاد شکل های مختلف گرافیکی
- نحوه ایجاد نوشته روی دکمه ها
- تفاوت Control و Display
- نحوه تغییر و جابجایی صفحات HMI
- تغییر زبان Language در HMI
- ارتباط سخت افزاری PLC و HMI
- مثال های کاربردی از تعامل PLC و HMI
- قراردادن عکس از داخل کامپیوتر روی صفحه HMI
- نمایش و بررسی پروژه های اجرایی و کاربردی HMI
- پارامترهای برق
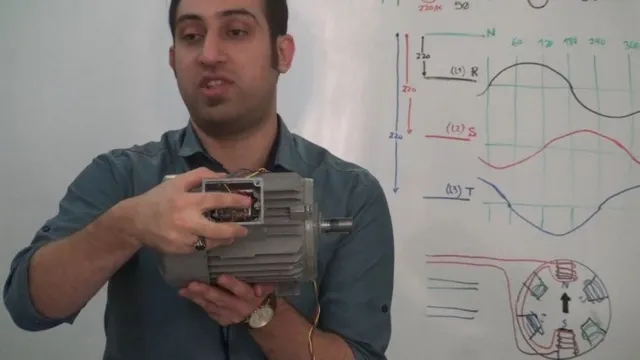
- ساختار اصلی یک برق سه فاز
- مکانیزم عملکرد یک موتور
- سرخط های یک موتور
- تفاوت اتصال ستاره و مثلث در راه اندازی یک موتور
- ۴ اصطلاح مهم در تبدیل برق AC و DC
- چگونگی کار Transformer , Rectifier , Invertor , Convertor
- اجزاء اصلی یک Drive یا Frequency Invertor
- ۳ روش در کنترل دور یک Drive (V/F و SLV و CLV)
- ۶ application مختلف در کاربرد Drive
- تفاوت بارهای HD و ND
- نحوه انتخاب توان مناسب Drive برای یک موتور
- منحنی حرکتی Drive و تعریف Acceleration و Deceleration
- ساختار اصلی سخت افزار یک Drive
- ترمینال های قدرت و کنترل یک Drive
- اتصال انواع سنسورها به ورودی Drive
- انواع ورودی ها و خروجی های دیجیتال، آنالوگ و سریال در Drive
- خطرها و خطاهای برق ورودی و نحوه کار یک رله کنترل فاز
- معرفی یک نرم افزار کاربردی و آموزشی برای شبیه سازی نحوه کار یک Drive
- بررسی اجزاء مهم در کاتالوگ یک Drive
- اصول کار درایو V1000 یاسکاوا به عنوان یکی از کامل ترین درایو های دنیا و نحوه تنظیم پارامترها
- شروع کار عملی با درایو Yaskawa V1000
- چند نکته مهم در تنظیمات یک Drive
- تست روش های مختلف راه اندازی یک Drive
- مهمترین پارامترهای یک Drive یا اینورتر چیست؟
- تفاوت کنترل سرعت، گشتاور و موقعیت
- اصلاحات مهم در کار با یک Drive
- مراحل شروع یک پروژه و آموزش اتوماسیون صنعتی
- نحوه انتخاب تابلو برق مناسب برای پروژه
- ملاحظات سینی یک تابلو
- مکانیزم ارت در تابلو برق
- نحوه برشکاری و سوراخکاری روی درب و بدنه تابلو برق
- چگونگی ورود کابلهای برق به داخل تابلو
- داکت کشی روی سینی تابلو
- انتخاب ترمینالهای برق، انواع آن و ترفندهای قرارگیری آن در تابلو
- رنگ بندی ترمینالهای ورودی
- تجهیزات Din-Rail در تابلو برق
- استفاده از رله ها، کنتاکتورها و کلیدهای محافظ حرارتی در تابلو
- انتخاب کلیدهای مینیاتوری MCB و کاربرد آن در ورودی برق
- استفاده از ترموستات تابلویی برای عملیات تهویه تابلو
- تحلیل سیم بندی یک پروژه اجرایی
- نصب HMI روی درب یک تابلو
- نحوه سیم بندی برق به رله کنترل فاز
- مکانیزم بیمتال در کنترل جریان مصرف کننده خروجی
- چند نکته کاربردی در استفاده از رله های PLC
- استفاده از وایرشو یا سرسیم و شماره سیم در Wiring
- تامین روشنایی و میکروسوئیچ تابلو کنترل
- استفاده از ترمینالهای دو طبقه برای توزیع ولتاژ ۲۴ در کل تابلو
- توزیع متقارن فازهای یک تابلو سه فاز
- نحوه استفاده از کنتاکت های کمکی یک کنتاکتور
- تفاوت interlock نرم افزاری و سخت افزاری و دلیل استفاده از آن
- چند نکته کاربردی در اجرای پروژه ها
- تمایز یک مهندس حرفه ای و آماتور در طراحی تابلو کنترل
- سه جزء یک سیستم کنترلی
- انواع مختلف از کنترل کننده ها
- PLC ها و ویژگی های آن ها
- مینی PLC ها و چند ویژگی مهم آن ها
- قیمت حدودی هرکدام از مدل ها
- بررسی جدول ویژگی های PLC ها یا Specification
- توضیح PLC های کامپکت و نکات مهم آن
- تفاوت مدل های رله ای و ترانزیستوری
- مشخصات Port های سریال در PLC ها
- ظرفیت داده Data Capacity و ظرفیت برنامه نویسی Programing Capacity
- ویژگی ورودی و خروجی High Speed در PLC ها
- سرعت اجرای برنامه یا Execution Time
- چه کارت هایی برای PLC وجود دارد؟
- معرفی PLC های ماژولار Modular و ویژگی های آن
- نحوه اتصال کارت ها به یکدیگر
- نکاتی مهم در مورد کارتهای Expansion
- سری PLC های Rack و ویژگی های آن
- ویژگی Redundancy در PLC های رک
- ده نکته که باید در انتخاب هر PLC بدانیم
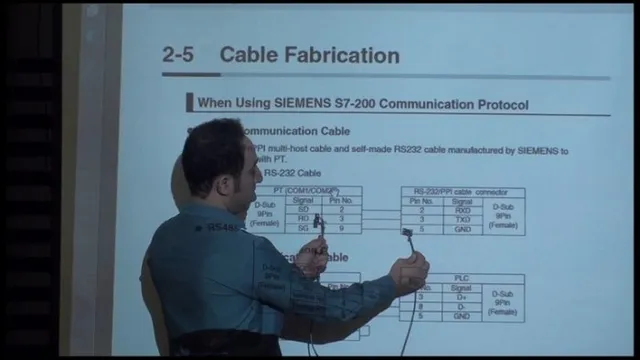
- کابل برنامه نویسی در ارتباط با PLC
- انواع ارتباط یا Communication تجهیزات به PLC
- دو نوع سیگنال Dry و Wet و مثال آنها
- نحوه اتصال انواع سنسورها به ورودی PLC
- عبارت Sink و Source در خروجی PLC
- ساختار کلی یک رله Relay
- تبدیل سیگنال PNP و NPN بوسیله یک رله
- رزولوشن در ورودی های آنالوگ PLC
- معرفی انواع سیگنال های مختلف در ورودی PLC
- نحوه سیم بندی انواع ورودی و خروجی های حقیقی به PLC
- بررسی شماتیک چندین مدل کارت ورودی و خروجی زیمنس و امرن
- نحوه تخصیص دادن یا IO Allocation ورودی و خروجی به فضای حافظه PLC
- نوع نگاه به فضای حافظه در زیمنس و امرن و آدرس دهی های مختلف
- معرفی انواع واحدهای حافظه زیمنس
- فضاهای مختلف در محیط برنامه نویسی در برندهای مختلف
- نمایش تحریک کردن ورودی های PLC توسط کلید، شاسی، لیمیت سوئیچ، سنسورالقایی و کنتاکت یک رله
- روشن و خاموش شدن تجهیزات توسط خروجی یک PLC و نحوه وایرینگ آن
- شروع برنامه نویسی PLC و تعریف یک پروژه جدید
- نحوه کانکت شدن به PLC و انتقال برنامه به داخل PLC و خواندن برنامه از داخل PLC (دانلود/آپلود)
- توضیح مود Work Online در پی ال سی امرن
- تفاوت مودهای Program/Run/Monitor
- چگونگی تغییر برنامه یک PLC بدون متوقف کردن عملیات
- کار در محیط شبیه سازی یا Simulation
- نحوه شناسایی کارت ها بدون و PLC بدون دانستن مدل آن Direct Online
- Instruction یا دستورالعمل چیست و چه کاربردی در برنامه نویسی دارد؟
- معرفی دستورالعمل Keep و نحوه ایجاد آن در برنامه
- نحوه کامنت گذاشتن برای واحدهای حافظه
- فراخوانی راهنمای هر Instruction و نمایش کلی دستورات
- دستورالعمل Timer در برنامه نویسی و المان های آن
- تعریف فضای حافظه مرتبط با Timerها و معرفی Flag یک تایمر
- بررسی و تحلیل نموداری ۷ نوع تایمر کاربردی در صنعت شامل:
- تاخیر در وصل On-Delay
- چشمک زن یا Flicker
- ترکیبی تاخیر در وصل و قطع Signal On-Off Delay
- فاصله زمانی یا Interval
- جابجایی یا شیفت زمانی Shift
- ضربه ای یا تک ضربه One-Shot
- تاخیر در قطع Off-Delay
- ساخت تمامی مدل تایمرها با استفاده از یک مدل تایمر On-Delay
- استفاده از لبه بالارونده و پایین رونده در مثالهای برنامه نویسی Timer
- معرفی انواع شمارنده یا Counter و المان های مهم در آن
- معرفی انواع دستورات مقایسه کننده یا Comparator
- سری و موازی کردن شروط مقایسه و چند مثال از این استفاده
- تاثیر فرمت های مختلف عددی روی دستورات PLC
- نوشتن دستورات محاسباتی (جمع/تفریق/ضرب/تقسیم)
- نحوه استفاده از ساختارهای محاسباتی و شرط عملکرد یا ON Condition
- فلگ ها یا تیغه های آماده با عملکردهای خاص و بسیار کاربردی در ساختار Ladder
- دستور انتقال یا Move و نحوه تعریف آن
- استفاده از اعداد ثابت یا Constant و تفاوت آن با Data Memory
- قانون ۸۰/۲۰ در تنوع دستورات PLC و استفاده از آن ها در پروژه ها
- نمایش یک پروژه تکمیل شده و نوع دستورات استفاده شده در آن
- کوچکترین واحد حافظه Bit
- ارزش جایگاه ها در مبناهای متفاوت
- تعریف Digit و نگاه Hex به یک Digit
- معرفی Byte و تعاریف اعداد با علامت و بدون علامت
- اعداد منفی در بازه دیجیتال
- تعریف Word و نکات کلیدی در فرمت های عددی ۱۶ بیتی
- معادل سازی فرمت های مختلف عددی
- تعریف DWord و جزئیات آن
- اعداد اعشاری
- انواع دقتی اعداد اعشاری
- رشته حروف و کاراکتر و نمایش آن در فرمت ASCII
- آدرس دهی خانه های حافظه در Siemens با پایه Byte
- نحوه شبیه سازی PLC و HMI همزمان و مرتبط با هم
- آموزش چند المان ابتدایی در برنامه HMI
- نوشتن یک برنامه و شبیه سازی آن در صفحه HMI
- نحوه رصد فضای حافظه Memory در محیط برنامه نویسی
- تغییر فرمت های مختلف در نمایش Memory
- نوشتن یک مثال و رصد آن در Memory (اعداد اعشاری)
- علائم # و & پشت یک عدد
- تبدیل فرمت های مختلف با ماشین حساب کامپیوتر
- تغییر عملکرد یک Timer با دو فرمت عددی مختلف
- ذکر مثال از کاربردهای اعداد مختلف در پروژه ها
- ساختار Control Word در نوشتن یک دستورالعمل
- نحوه نوشتن دستور MOVD یا انتقال Digit از یک Word
- ساختار Control Word در دستورات پیچیده
- هفت نوع خانه حافظه
- نحوه اشغال شدن واحدهای حافظه پی ال سی Siemens
- تغییر فرمت عدد برای انجام محاسبات مرتبط
- تبدیل اعداد DEC به HEX و سایر تبدیل ها
- یک تفاوت کوچک در استفاده از توابع بین OMRON و Siemens
- پارامتر آنالوگ در ورودی PLC
- فرمت های خروجی سنسورهای آنالوگ
- مکانیزم تغییر سیگنال آنالوگ به دیجیتال
- تفاوت ارسال آنالوگ ولتاژی و جریانی
- عملیات کالیبراسیون
- ساختار داخلی ADC و معنای رزولوشن در آن
- جانشینی خروجی ADC به حافظه Memory
- تعریف Sampling Rate
- عملکرد خطی یک سنسور
- Scale کردن مقادیر آنالوگ و خطی سازی
- فرموله کردن خط بر مبنای داده ها
- شرایط کالیبراسیون مجدد
- طراحی صفحه HMI برای کالیبراسیون ایده آل
- پیاده سازی فرمول های کالیبره در برنامه نویسی PLC
- توضیح چند مکانیزم کاربردی در Calibration
- ایجاد یک پروژه به صورت گام به گام برای نوشتن برنامه کالیبراسیون
- فرمت های صحیح در انتخاب اعداد در HMI
- نحوه ایجاد کردن فرمول خط در Excel
- کپی کردن المان ها در طراحی HMI
- نمایش پروژه عملی در رابطه با مبحث Calibration
- معرفی Function Block (FB) و دلیل استفاده از آن در PLC ها
- تفاوت نام گذاری در FB در مقایسه با بدنه اصلی برنامه
- استفاده از FB های از قبل طراحی شده
- مزیت اصلی استفاده از فانکشن بلاک یا FB
- اجزای اصلی صفحه طراحی Function Block
- دو نوع فراخوانی FB
- تعریف کردن متغیرها یا Variables و معرفی انواع آن ها
- آموزش زبان برنامه نویسی Structured Text یا ST
- مزایای ویژه زبان ST
- انواع Statement های مختلف در زبان ST
- یک مثال از استفاده زبان ST در یک FB
- مقایسه پنج نوع زبان برنامه نویسی از لحاظ قدرت برنامه نویسی
- ایجاد یک پروژه و مراحل نوشتن یک FB
- مشاهده داخل برنامه FB
- پنج نوع Variable در نوشتن برنامه
- یک نکته کلیدی در اسم گذاری متغیرها (Variable)
- متغیر میانی در فانکشن بلاک
- تشریح تابع کالیبراسیون در FB به کمک زبان Ladder
- نحوه فراخوانی FB در تنه اصلی برنامه
- تست و شبیه سازی برنامه نوشته شده
- استفاده از خروجی FB در ادامه برنامه
- رویت داخل FB در حالت اجرای پروژه
- مقدار دهی ثابت و علائم متفاوت برای این کار
- مکان متغیرهای Internal یک FB در فضای حافظه
- یک عیب کلی تمامی PLC ها در اسم گذاری Memory
- اهمیت ویژه استفاده از Cross-Reference در برنامه نویسی
- استفاده از یک FB آماده در Library در یک مثال
- نحوه فعال سازی رویت و عدم رویت داخل FB
- خواندن دمای یک کنترل دما با استفاده از FB آماده
- بررسی فرمول کالیبراسیون با دو نقطه و چهار عدد
- ساختار IF THEN ELSE در زبان ST
- تحلیل پروژه نهایی ایجاد شده
- Monitoring در زبان ST
- ساختارهای While/Do، FOR، Case
- Exit و Return و تفاوت آنها باهم
- استفاده از آرایه ها در ST
- تحلیل یک برنامه نوشته شده در زبان ST
- تفاوت کنترل Forward و Reverse در عملیات سرمایش و گرمایش
- تفاوت هیسترزیس مثبت و منفی
- نحوه نوشتن برنامه شامل تاریخ و ساعت Calendar/Time
- فضای حافظه ساعت و تاریخ در PLC شامل ثانیه، دقیقه، ساعت، روز، ماه، سال، روز هفته و ..
- پنج حرف در ادامه هر دستور که عملکرد آن دستور را تغییر می دهد
- RTC
- نحوه همگام سازی ساعت کامپیوتر و ساعت PLC
- ساختار دستور مقایسه ای DT (زمان و تاریخ)
- فلسفه استفاده از وقفه ها یا Interrupt ها
- نوشتن برنامه یا Task ها
- تغییر مدل PLC در حالت کار
- تفاوت Task های سیکلی و وقفه ای Cycle/Interrupt Task
- وقفه قطع برق و رفتار PLC
- ساختار تنه برنامه و زیر برنامه ها
- معرفی سه نوع Interrupt Task
- وقفه یا Interrupt ورودی
- نمودار وقفه در حالت فعال شدن ورودی
- پیاده سازی Input Interrupt
- وقفه زمان بندی شده یا Scheduled Task
- ساختار دستور فراخوانی وقفه ها MSKS
- بررسی یک مثال کامل در نوشتن Interrupt
- حافظه های داخلی PLC امرن
- @ و % در پشت هردستور
- آدرس دهی غیرمستقیم در PLC
- سه نوع سیگنال الکتریکی رایج
- انتقال مفهوم پیوسته از مبدا به مقصد
- استفاده از ADC برای تغییر ماهیت سیگنال
- رزولوشن یک مبدل ADC و تاثیر آن بر دقت
- خطا در انتقال داده های آنالوگ
- جایگزینی معماری سریال به جای آنالوگ
- مزیت کم کردن حجم سیم کشی یا Wiring
- معرفی نحوه کار Remote IO و ذکر یک مثال
- Encoding رشته های صفر و یک
- یک مثال کاملا کاربردی از شبکه کردن اینوتر ها با HMI
- تعریف Bus در شبکه
- فرمان دادن Master به Slave
- عملیات Read در خط سریال
- سرعت انتقال یا Baud Rate
- عملیات Write در خط سریال
- بالا بردن سرعت اینورتر به کمک انتقال داده Serial
- مکانیزم کد خطا یا CRC
- ۶ مزیت اساسی ارتباط سریال
- یک اشتباه رایج در تعریف پروتکل (Protocol)
- تعریف Language شبکه به کمک کد Morse
- انواع توپولوژی ها
- رسانه یا Media یکی از ارکان یک پروتکل
- عامل Capacitance در یک کابل
- Termination در شبکه
- مزیت کابل شیلد دار
- انتقال داده با نور Fiber Optic
- مزایا و معایب فیبر نوری
- Media در شبکه پروفیباس Profibus و DeviceNet
- شبکه های تک مستری و چند مستری (Master/Slave)
- بررسی مدل ۷ لایه ای OSI در پروتکل های Industrial Network
- تفاوت ارتباط Simplex و Duplex
- مقایسه Baud Rate و Bit Rate
- تعریف دقیق و کامل RS232
- راه حل RS485 برای اصلاح RS232
- تفاوت RS485 دو سیمه و چهار سیمه
- Termination در شبکه سریال
- تفاوت RS485 و RS422
- Remote IO و Gateway و کاربرد آن ها
- یک مثال بسیار کاربردی از استفاده ی Remote IO
- ۹ عامل کلیدی در انتخاب یک شبکه صنعتی
- سیر تبدیل سیگنال های صنعتی در تاریخ
- سه فرمت اصلی پروتکل Modbus
- مدباس در مدل OSI
- تفاوت پروتکل های Cyclic و Acyclic
- تعداد Node های شبکه مدباس
- وظیفه Repeater در یک شبکه
- تفاوت مود Broadcast و Unicast
- تنظیم Data Rate در کل شبکه
- توپولوژی پروتکل مدباس
- مد RTU و ASCII
- لایه فیزیکی ۲۳۲ و ۴۸۵ در مدباس
- ۴ قسمت فریم داده در مدباس
- تشریح فریم Modbus RTU/ASCII
- Packet کردن داده ها برای ارسال
- بخش Function Code در فریم داده
- نوع ذخیره سازی داده ها در حافظه Modbus
- ۴ نوع واحد حافظه در Modbus
- چند مثال کاربردی برای درک بهتر حافظه Modbus
- بررسی کاتالوگ یک کنترل کننده رایج و نحوه استفاده از پارامترهای داخلی آن به کمک مدباس
- تابع x01 یا Read Coil
- تفاوت فریم ارسالی و دریافتی در Modbus
- x03 یا Read Holding Register
- x06 یا Write Single Register
- x10 یا Write Multiple Register
- x17 یا Read/Write Multiple Register
- ۸ تابع اصلی و کاربردی در شبکه Modbus
- ایجاد افست (Offset) در نوشتن حافظه
- مفهوم مهم پاسخ دهی سریع یا Quick Response
- بخش های مختلف انتقال برنامه به داخل PLC
- نوشتن برنامه آدرس دهی غیرمستقیم و نمایش Memory
- میانگین گیری وزنی در یک پروژه عملی
- تحلیل عکس های طراحی یک تابلو کنترل با طراحی Serial
- استفاده از Remote IO در یک پروژه
- تحلیل برنامه نوشته شده برای خواندن حافظه مدباس Modbus
- تشریح ساختار دستور SMND
- خواندن حافظه مدباس در HMI و نحوه نمایش آن
- نحوه ایجاد یک پروژه در HMI
- پیکربندی سخت افزاری HMI با PLC یا هر سخت افزار دیگر
- اجزای اصلی محیط برنامه نویسی در HMI
- تنظیمات اصلی روی هر صفحه نمایش یا Screen
- نحوه اضافه کردن Screen جدید
- سه المان اصلی بیتی و تعاریف Button/Lamp/Switch
- توضیح Tab های تنظیمات ابتدایی (Basic Property)، شکل ظاهری (Graphic) و نوشته روی آیکون ها (Label)
- انواع حافظه های داخلی در یک HMI و تفاوت های اساسی آن ها با هم
- چندین مثال از اتفاق های کاربردی در استفاده از HMI در صنعت
- انواع فرمت های مختلف عکس یا Graphic و تفاوت های آن ها (Bitmap/Vector Graphic)
- چگونگی تنظیمات فونت روی نوشته آیکون ها
- بررسی State های مختلف در یک ماژول گرافیکی و نحوه نمایش آن ها روی Screen
- تنظیم وسط نویسی نوشته روی آیکون
- چهار وضعیت مختلف یک Bit Button
- نحوه Compile کردن و دانلود برنامه روی HMI و کار در محیط شبیه سازی یا Simulation
- مقداردهی غیرمستقیم مقادیر Indirect Reference
- نمایش و وارد کردن یک عدد Display/Input Number
- نحوه کار آیکون Word Lamp و نمایش مقادیر مختلف با آن
- شبیه سازی حرکت یک میکسر در مخزن روی صفحه HMI با چرخش ۴ وضعیت گرافیکی
- ایجاد یک گرافیک یا عکس از داخل کامپیوتر و نمایش در HMI (مثل لوگوی شرکت) Add Graphic
- استفاده از چند ماژول گرافیکی در طراحی یک گرافیک جدید
- تغییر صفحات یا Change Screen با آیکون Function Key
- ایجاد صفحه Popup در HMI و مثالی از کاربرد آن
- چگونگی شبیه سازی پر و خالی شدن در HMI یا Level Meter
- جا به جایی روی هم افتادگی آیکن ها در HMI
- توضیح المان های آموزش داده شده در یک پروژه عملی (مانیتورینگ دمای اتاق سرور)
- خانه های سیستمی در داخل HMI و استفاده از هرکدام System Memory
- فعال یا غیرفعال کردن صدای Buzzer در لمس صفحه توسط تغییر در System Bit
- تنظیم ساعت و تاریخ روی HMI
- منظم کردن آیکن ها روی صفحه Align و تنظیم فاصله های یکسان بین اشکال
- چگونگی Repeat کردن یک آیتم با تغییر اتومات در آدرس آن
- تفاوت حافظه HMI و حافظه PLC
- حافظه های Local در HMI (LB/LW)
- انواع حافظه Recipe در HMI (RB/RW)
- حافظه های Flash در HMI (FRB/FRB)
- استفاده از حافظه index و شیفت خانه ها حافظه
- انواع و تعداد فضای Memory در HMI
- محاسبه ظرفیت LOG گیری در فضای حافظه
- راه حل ذخیره حجم بالای داده در HMI
- مفهوم Security Level و دلیل استفاده از آن
- عبارت Control و Display برای آیکن های روی صفحه
- فعال سازی شرط سازی Conditional برای آیکن های روی صفحه
- ۳ حالت برای شرط گذاری آیکن ها
- افزایش تعداد سطوح امنیتی یا Security Level
- مفهوم User Permission و تفاوت آن با Security Level
- کنترل و نمایش آیکن ها به کمک Indirect Reference
- تنظیمات سریال هرکدام از Com ها برای برقراری ارتباط HMI و سایر تجهیزات
- نمایش وضعیت Security Level روی صفحه
- طراحی صفحه بالا بردن سطح امنیتی بصورت Popup
- نحوه برگشتن به لایه صفر امنیتی
- جابجایی لایه های تصویری نسبت به هم
- ایجاد Shape روی صفحه
- تنظیمات Font و رنگ و ظاهر صفحه
- Word Switch
- Scroll Bar
- Moving Component
- Data Transfer
- توضیح بیت های رزرو شده در کاتالوگ HMI
- تنظیمات اولیه یا Initial
- نحوه تغییر نور صفحه به کمک حافظه داخلی
- Analog Meter
- Data Log
- ذخیره سازی داده ها در حافظه Recipe
- XY Graph
- استفاده از قابلیت Repeat برای تکرار آیکن ها
- Recipe
- Touch Trigger
- Table
- Data History
- Bitmap و Vector Graphic
- Scale
- Data Transition
- Number Display
- تنظیمات شبکه اترنت برای HMI
- Multi-Function
- File List
- Timer
- تعریف هشدار (Alarm) و رخداد (Event) و تفاوت آن ها با هم
- توضیحاتی در مورد اتصال پرینتر به HMI
- سیم بندی HMI
- PLC Control
- اعمال چند Language و طراحی چند زبانه HMI
- یک راه ساده برای طراحی دو زبانه HMI
- آموزش تخصصی ماکرونویسی Macro در HMI
- پروژه ذخیره سازی Logging با استفاده از ماکرونویسی
- تشریح چند صفحه HMI از پروژه های مختلف اجرا شده
- نحوه حذف گزینه Task Bar از صفحه HMI
- معرفی نسل های مختلف PLC زیمنس Siemens
- انواع PLC های سری S7 و ویژگی های هریک
- کدخوانی PLC های زیمنس
- انواع لایه های Redundancy
- ارتباط PLC های زیمنس با کامپیوتر PC
- قرار گرفتن انواع کارت های مختلف در رک PLC
- آدرس دهی واحد های حافظه Bit و Byte و Word و Double
- بررسی جدول کلی خانه های حافظه
- فرمت های عدد دهی مختلف در حافظه Siemens
- زمانی S5Time
- تاریخ یا D
- ترکیب ساعت و تاریخ TOD
- شروع کار با Simatic Manager
- ایجاد یک پروژه در نرم افزار PLC
- پیکربندی سخت افزاری در HW_Config
- اختصاص دهی حافظه یا IO Allocation در زیمنس
- نحوه افزایش تعداد رک ها با استفاده از کارت های IM
- امکانات هریک از ماژول ها
- تنظیم کارت های آنالوگ PLC و نحوه خواندن اعداد آن
- کارت های SM و قراردادن آن ها رو Rack
- تنظیمات شبکه در حالت پیکربندی سخت افزاری
- نوشتن یک برنامه ساده در محیط OB1
- ایجاد محیط شبیه سازی در محیط نرم افزار با PLC SIM
- قرار دادن بلوک SR و RS و نحوه عملکرد آن
- ایجاد لبه بالارونده و پایین رونده با استفاده از دستورات POS و NEG
- کاربرد تیغه میانی یا Middle Coil
- نحوه نوشتن تمامی انواع تایمر های زیمنس Siemens
- مقدار دهی زمانی به تایمرها
- ایجاد فلگ پالس زمانی در حافظه M
- نحوه ایجاد دستورات مقایسه ای
- نوشتن دستورات محاسباتی (جمع/تفریق/ضرب/تقسیم)
- ساختار دستور Move و انتقال حافظه
- بررسی ۳ دستور شمارش یا Counter
- دستورات تبدیل فرمت عددی
- چهار دستور انطباق اعداد اعشاری به صحیح
- نحوه خواندن داده آنالوگ و کالیبراسیون آن
- دستورات Shift و Rotate
- ۸ گام در اجرای یک پروژه اتوماسیون صنعتی
- شناخت کلی مسئله
- تقسیم پروسه به جزء های کوچک
- تعیین محل قرارگیری و نوع سیگنال های کنترلی
- طراحی معماری سیستم کنترلی
- تهیه IO List کامل پروژه
- انتخاب و خرید سیستم کنترل (۸ عامل موثر)
- ۴ نکته در تعیین دقیق فلسفه کنترل
- نوشتن برنامه PLC
- مروری بر شروع پروژه در محیط Simatic Manager زیمنس
- نحوه نوشتن یک Counter یا شمارنده در برند زیمنس
- نوشتن دستورات Compare یا مقایسه در Siemens
- دستورات Shift و Rotate در برند زیمنس
- قرار دادن سیمبول و کامنت در برنامه نویسی
- اسم گذاری استاندارد در اجزای یک Loop کنترلی
- استفاده از اینترلاک (Interlock) سخت افزاری و نرم افزاری برای Safety
- محل قرارگیری تابلو های LCP و CCR
- شش مورد ذکر شده در یک IO List
- نمایش چندین نمونه IO List استفاده شده در پروژه ها
- نمونه ای از اطلاعات موجود در فلسفه کنترل
- مکتوب کردن فلسفه کنترل
- فازبندی پروژه برای برنامه نویسی بهتر
- تعریف یک Function در PLC زیمنس
- معرفی Function Block و نوشتن یک مثال از میانگین گیری وزنی
- بلوک داده یا Data Block و ارتباط آن با یک FB
- فراخوانی مقادیر یک بلوک داده یا DB
- استفاده از یک جدول متغیر ها یا Variable Table
- فانکشن بلاک های آماده (نوشته شده) و نحوه استفاده از آن ها
- پارامترهای استاتیک Static و موقت .Temp در یک بلوک داده و تفاوت آن ها
- تعریف یک پارامتر آنالوگ و آدرس دهی وردی با استفاده از PIW
- تابع Scale مقادیر آنالوگ و نحوه تنظیم آن FC105
- معرفی انواع OB ها و دلایل استفاده از آن ها
- تعریف وقفه های زمانی و تاریخی Time of Day Interrupts
- دو روش فراخوانی وقفه های زمانی و چگونگی فعال و کنسل کردن آن
- نوشتن وقفه های تاخیر زمانی و نحوه فراخوانی آن Time Delay Interrupts
- وقفه های سیکلی یا Cyclic Interrupts و دلیل اهمیت آن ها
- فراخوانی و فعال سازی وقفه های سیکلی
- تکنیک IO Define و فلسفه استفاده آن در یک پروژه اتوماسیون صنعتی
- استفاده از فیوز در ورودی کارت ها
- تکنیک مقداردهی اولیه یا Initializing برای تمامی داده های پروژه
- ساختار Keep یا SR
- تحلیل رفتار قسمتی از برنامه
- نحوه ایجاد حلقه های هیسترزیس با دستور Keep
- تکنیک فازبندی پروژه برای نظم اجرا و برنامه نویسی
- تعریف بیت های واسط برای حرفه ای تر نوشتن برنامه
- تکنیک نوشتن حلقه های زمانی چرخان
- دلیل استفاده منحصر به فرد از هر خروجی
- چند نکته کاربردی در نوشتن آلارم ها
- قرار دادن فیلتر در ورودی یک آلارم برای جلوگیری از خطا
- ترتیب دادن و مقایسه ساعت کار تجهیزات در یک پروژه اتوماسیون صنعتی
- دلیل استفاده گسترده از زبان Ladder در برنامه نویسی PLC
- تغییر ست پوینت در وضعیت شب و روز
- مفهوم Interlock
- کاربردهای Interlock در پروژه ها
- وقفه ها (Interrupt)
- معرفی روتین ها و ساب روتین ها در برنامه نویسی
- وقفه های سخت افزاری و نرم افزاری و انواع مختلف وقفه ها
- کاربرد ساب روتین ها برای ساده سازی و کاربردی تر کردن برنامه ها
- معرفی و استفاده از jump ها در جای مناسب
- آشنایی با مفاهیم کاربردی در برنامه نویسی با زبان SFC
- بررسی الگوریتم کنترلی برای برنامه نویسی
- انجام پروژه با زبان SFC
- انواع پروفی باس (به خصوص پروفی باس DP)
- کاربردهای پروفیباس
- بررسی کاربرد پروفیباس در چند مثال مقدماتی
هدیه رایگان آموزش اتوماسیون صنعتی
برای تماشای هدیه رایگان این بسته، اطلاعات خود را وارد نمایید.
105 دقیقه آموزش رایگان اتوماسیون صنعتی در 3 مرحله از طریق پیامک برای شما ارسال میشود.

اعطای مدرک
هدف اصلی آموزش، کسب مهارت، تبحر و تجربه در زمینه های مختلف است. برای اثبات این توانمندی، کافیست پس از اتمام دوره آموزشی در آزمون نماتک شرکت کرده و با کسب نمره قبولی مدرکی قابل استناد برای صنایع و موسسات دریافت کنید.
با این مدرک سندی برای مهارت های جدید خود در راستای ارتقای موقعیت شغلی و یا شروع به کار جدید خواهید داشت.

آلبوم تصاویر



آنچه
خریداران آموزش اتوماسیون صنعتی
درباره ما میگویند

محمد کیان نژاد
شرکت نفت فلات قاره
فرهاد کریمی
سازمان فنی حرفه ای
علیرضا نخعی
سعید امینیان
فولاد سپهر سبلان
محمد قاسمی
تاسیسات فنی بیمارستانی
یزدان خشنود
پیمانکاری برق صنعتی
سوالات متداول
تمام تلاش مدرس برای تدریس آموزش اتوماسیون صنعتی در این راستا بوده است که مباحث از پایه و مفاهیم اولیه آموزش داده شوند و
به همین دلیل فصل اول آموزش به مقدمات پرداخته شده است و شما برای تهیه این بسته احتیاجی به آموزش قبلی خاصی ندارید.
این سوال از جانب خیلی از متقاضیان این بسته مطرح شده است و
لازم به ذکر است که تمام آموزش ها پروژه محور انجام شده است و اگر افراد بعد از گذراندن این دوره تمرین و ممارست داشته باشند و
و مثال ها و پروژه های گفته شده را انجام دهند؛ حتما به این توانایی خواهند رسید.
در این بسته، ابتدا مفاهیم مقدماتی را آموزش خواهیم داد و پس از آن با پی ال سی های امرن و زیمنس کار خواهیم کرد.
برای آموزش پی ال سی های زیمنس از نرم افزار سیماتیک منیجر استفاده می شود.
خیر، لازم نیست که هزینه کل بسته رو مجددا به طور کامل پرداخت کنید.
با واحد فروش تماس بگیرید و شرایط خود را مطرح کنید.
021-78581111
02178581111
بله، در کنار آموزش برنامه نویسی در پی ال سی های زیمنس و امرن، قسمت هایی نیز به آموزش برنامه نویسی به کمک وقفه ها اختصاص داده شده است که به طور مفصل به معرفی مفاهیم مربوط وقفه ها و نحوه برنامه نویسی به کمک وقفهها پرداخته شده است.
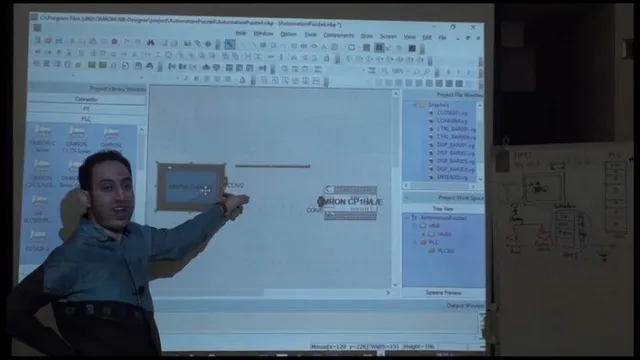
آموزش برنامه نویسی با HMI ها، کاملا مشابه با آموزش کار با PLC می باشد و شما با یادگیری شیوه برنامه نویسی با یک مدل HMI، می توانید با دیگر برندها نیز کار کنید و با استفاده از دیتاشیت ها و Help به اطلاعات لازم دست یابید.
در این بسته برای آموزش HMI از نرم افزار NB-Designer استفاده می شود.
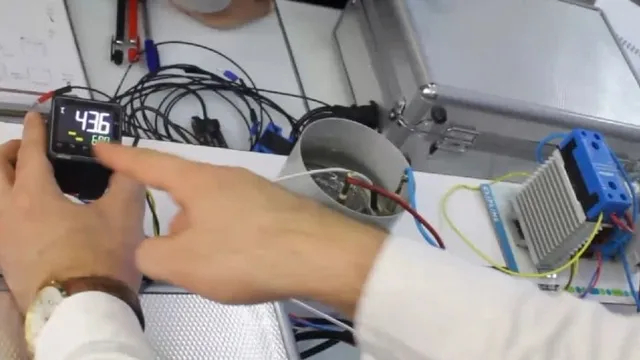
یکی از مهمترین ویژگی هایی که آموزش اتوماسیون صنعتی دارد، پرداختن به آموزش مفاهیم از پایه می باشد و اگر با دقت به فصل های ابتدایی نگاه کنید، مشاهده خواهید کرد که در ابتدای این بسته آموزشی با مهمترین و پرکابردی ترین تجهیزات اتوماسیون صنعتی نظیر سنسورهای دما، شمارنده ها، تایمرها و سنورهای دیگر نظیر فاصله و … آشنا خواهیم شد و به آموزش کار با لودسل ها را نیز در دستور کار داریم.
در آموزش اتوماسیون صنعتی بیش از 6 ساعت آموزش در زمینه Industrial Networks وجود دارد و کلیدی ترین مفاهیم پایه در ارتباط سریال گفته شده است که در خلال آموزش ها نحوه استفاده از آن ها توضیح داده شده است.
به دلیل پیوستگی مطالب و ارجاع مدرس به مفاهیم فصل های قبل این امکان وجود ندارد.
نکته دیگر در این زمینه این است که هدف اصلی تیم نماتک از تهیه این آموزش جامع، تدریس اصولی و بررسی تمام نکات حوزه های صنعتی بوده و تربیت متخصصین این حوزه اولویت اصلی ما در نماتک است.
برای دسترسی به این مهم امکان تهیه فصل ها بصورت جداگانه وجود ندارد.
برای مشاهدهی ویدیوهای آموزش تهیه شده میتوانید از دو روش زیر استفاده کنید.
1- مشاهده ویدیوها بهصورت آفلاین و بدون استفاده از اینترنت:
برای استفاده آفلاین از ویدیوها نیاز به استفاده از کامپیوتر یا لپ تاپ دارای سیستم عامل ویندوزی 7 به بالا هستید و ویدیوها فقط با استفاده از نرمافزار پلیر مخصوص نماتک قابل اجرا هستند.
این ویدیوها به همراه فایل نصبی نرمافزار پلیر نماتک بر روی فلش برای شما ارسال میشوند.
2- مشاهده ویدیوها بهصورت آنلاین و نیازمند استفاده از اینترنت:
برای مشاهده آنلاین ویدیوها میتوانید از هریک از سیستمهای الکترونیکی خود، مانند انواع گوشیهای تلفن همراه، کامپیوتر یا لپ تاپ با هر سیستم عاملی یا هر نوع تبلت و… که قابلیت اتصال به اینترنت را دارند، استفاده کنید.
دسترسی به استفاده از آموزشها بهصورت آنلاین نهایتا تا یک روز کاری پس از تهیه آموزش در حساب کاربری سایت نماتک شما فعال خواهد شد.
توجه داشته باشید که آموزشهای نماتک همگی بهشکل تک کاربره قابل استفاده هستند و فقط روی یک سیستم امکان استفاده از آنها را دارید.
برای تهیه این بسته کافیست دکمه “افزودن به سبد خرید” را بزنید و به صورت خودکار وارد صفحه سبد خرید بشوید.
با زدن دکمه “ادامه جهت تسویه حساب” به صفحه پرداخت رفته و جزئیات پرداخت را تکمیل کنید.
توجه داشته باشید که در این بخش، تکمیل گزینه های * دار الزامی است.
آدرس و مشخصات خود را کامل و دقیق وارد بفرمایید تا سامانه پست کشور در رساندن بسته به دست شما مشکلی پیدا نکند.
در نهایت با انتخاب دکمه ادامه به صفحه پرداخت آنلاین بانکی رفته و خرید را نهایی می کنید.
در صورت داشتن هرگونه اشکال در مراحل خرید با شماره زیر تماس بگیرید:
021-78581111
پس از وارد کردن آدرس دقیق محل دریافت بسته و ثبت سفارش، پکیج شما اولین روز فرد بعد از ثبت سفارش، توسط همکاران ما به پست پیشتاز تحویل داده می شود.
ارسال تمامی آموزش ها به سراسر کشور رایگان است.
شما می توانید برای دریافت کدرهگیری پست، با شماره زیر تماس بگیرید.
02178581111
مقایسه با دوره های حضوری
اگر به وقت، هزینه و کیفیت آموزش اهمیت می دهید، بسته های جامع نماتک، بهترین انتخاب برای شماست.
این فکر که آموزش در کارگاه های حضوری موثرتر است، یک فکر و ایده قدیمی است.
در دنیای تکنولوژی و با سرعت پیشرفت علم، وقت ما نسبت به قبل ارزش بیشتری پیدا کرده و همین تکنولوژی باعث ارائه بهترین نوع آموزش، از راه دور شده.
همه ما می دانیم که کارگاه های آموزشی، محدود به شهر تهران و برخی از شهرهای بزرگ دیگر است.
ولی مجموعه نماتک با بسته های آموزشی متنوع این محدودیت را از بین برده است.
بدون نیاز به صرف هزینه های زیاد و اتلاف وقت در ترافیکِ مسیر رفت و برگشت، می توانید بهترین کیفیت آموزش را به همراه اساتید باتجربه، همیشه همراه خود داشته باشید و برخلاف کلاس های حضوری با حجم زیاد اتلاف وقت و بازدهی پایین که فقط یک بار قابل استفاده هستند، هر میزان و هر وقت که خواستید از این آموزش ها استفاده کنید.
علاوه بر تمام خصوصیات فوق العاده بسته های آموزشی نماتک که اشاره شد، در طول آموزش از همراهی و پشتیبانی استاد بهره خواهید برد.


گارانتی ویژه نماتک
در خرید یک محصول آموزشی، قطعا ریسکِ مناسب نبودن محتوا برای همه ما وجود دارد.
نماتک با گارانتی طلایی خود، برای شما این ریسک را به صفر رسانده است.
اگر تا 60 روز از آموزشی که دریافت کردید راضی نبودید، فقط با یک تماس، تمام وجه خودتان را دریافت کنید.
مورد تایید شرکتهای بزرگ

حسین –
سلام نمیدونم شما یه آموزش واسه درایو هم دارین تو سر فصل این آموزش هم هست میشه بگین فرقش چیه یا بایست دوتاشم خرید؟
حانیه برمایون –
سلام همراه گرامی
بله ما یک بسته آموزشی درایو هم داریم که به صورت تخصصی به موضوع راه اندازی موتورهای القایی با استفاده از درایوها در اون پرداخته شده و آموزش اون بر مبنای مفاهیم مشترک و مهم بکار رفته در تمامی درایو ها است.
در مقابل آموزش اتوماسیون صنعتی همونطور که احتمالا آگاهی دارید، به مباحث مربوط به اتوماسیون شدن سیستم یک فرآیند صنعتی میپردازه و در اون ۰ تا ۱۰۰ شناخت تجهیزات و ابزارهای لازم برای سیستم اتوماسیون و برنامه نویسی های مربوطه تدریس میشه که یکی از این تجهیزات مورد استفاده در اتوماسیون درایو ها هستند که یکی از بخش های این آموزش رو به خودشون اختصاص دادند.
در واقع میشه گفت اتوماسیون صنعتی دنیای خیلی بزرگتر و گسترده تری نسبت به درایو داره و تصمیم بر اینکه شما کدوم آموزش براتون کاربردی هست، به این موضوع بستگی داره که قصد دارید در چه حوزه ای فعالیت کنید.
اگر میخواهید یک پروژه اتوماسیون رو به صورت کامل به دست بگیرید و ۰ تا ۱۰۰ یک فرآیند اتومات برای مثال در یک کارخانه رو انجام بدید، نیاز هست که آموزش اتوماسیون صنعتی رو مطالعه کنید؛ اما اگر قصد دارید صرفا در بخش مربوط به راه اندازی موتورهای صنعتی با استفاده از درایو فعالیت داشته باشید، آموزش درایو نماتک مناسب کار شماست.
امیدوارم توضیحات بنده ابهام پیش اومده رو برای شما برطرف کرده باشه، در صورتی که نیاز به راهنمایی و مشاوره بیشتر داشته باشید، میتونید از طریق خطوط ارتباطی مجموعه با همکاران بنده در واحد پشتیبانی فروش در ارتباط باشید.
با آرزوی موفقیت روز افزون برای شما
مهدی –
سلام
من بیکار شدم ایا امکان خرید بصورت اقساط هم میسر هست؟
حانیه برمایون –
سلام همراه گرامی
سال نو مبارک 🌷
از بابت اتفاقی که برای شما افتاده بسیار متاسفیم و آرزومندیم که در سال جدید موقعیت های بسیار بهتری سر راهتون قرار بگیره
خرید اقساطی آموزش ها از سایت میسر نیست؛ اما به شما پیشنهاد می کنم با همکاران بنده در واحد فروش شرکت از طریق خطوط ارتباطی سایت در تماس باشید، در صورت امکان راه حلی که برای شما قابل استفاده باشه رو مطرح خواهند کرد تا بتونید از این آموزش استفاده کنید
موید باشید
سمیه حسینی –
سلام خسته نباشید
کاربرد اتوماسیون صنعتی داخل معادن به جه شکل هست؟
حانیه برمایون –
سلام سرکار خانم حسینی
مبحث اتوماسیون صنعتی یک حوزه بسیار گستره است که در هر بخشی از صنعت که نیاز به اتوماتیک شدن یه فرآیند وجود داشته باشه میشه ازش استفاده کرد.
برای معادن هم به همین صورت، هر مرحله از اکتشاف تا استخراج معدن که ممکن باشه به وسیله سنسورها و سیستم های کنترل کننده فرآیندش رو پیش برد میشه به صورت اتوماسیون صنعتی درش آورد.
موید باشید