
شرینکیج مواد پلاستیکی یکی از جوانب اساسی فرآیند تولید پلاستیک است که در عین حال میتواند پیامدهای مختلف و گسترده ای در کیفیت محصول نهایی داشته باشد.
این اتفاق میتواند در مواقعی که پلاستیک مذاب، سرد و جامد میشود، تحت انقباض، ابعاد مختلفی از ضربه و عملکردهای کلی که قرار میگیرد، به وجود آید.
اگر سازنده به درستی نرخ شرینکیج محصول نهایی را مشخص نکند، هندسه، ظاهر و عملکرد یک قطعه میتواند تا حد زیادی تحت تأثیر قرار گیرد.
این موضوع در قالب گیری پلاستیک بسیار مهم است و اگر در نظر گرفته نشود میتواند منجر به اختلالات پرهزینه در خط تولید شود.
در این مقاله بررسی میکنیم که شرینکیج چیست، چه عوامل و انواعی دارد و چطور میتوان از ایجاد آن جلوگیری کرد.
1# شرینکیج چیست؟
شرینکیج (Shrinkage) به میزان انقباض پلیمرها در فاز خنک کننده اشاره دارد.
طی فرآیند قالب گیری تزریقی، مواد مذاب تحت فشار زیاد به داخل حفره قالب تزریق میشوند و زمانی که مواد پلاستیکی سرد میشوند، در حین جامد شدن، منقبض میشوند.
این انقباض سبب میشود تا بخش قالب گیری شده کوچکتر از اندازه مد نظر باشد و شکلی ناهموار به نام تاب به وجود آید.
انقباض یا شرینکیج در قالب پلاستیکی بسته به موارد زیر میتواند با یکدیگر متفاوت باشد:
- نوع مواد پلاستیکی مورد استفاده
- طراحی قطعه
- شرایط پردازش
مهم است که انقباض مورد انتظار در مراحل طراحی و ابزارسازی در نظر گرفته شود و این اطمینان به وجود آید که قطعه نهایی با مشخصات مورد نیاز مطابقت دارد.
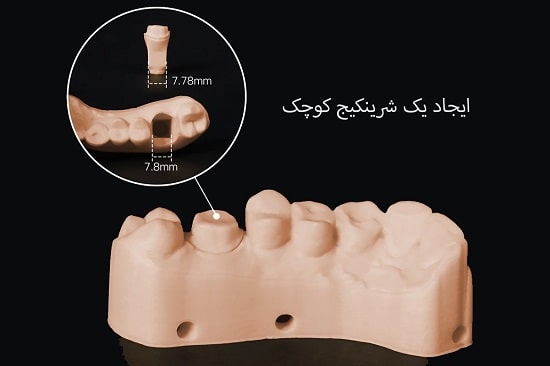
به منظور ایمن بودن، سازندگان اغلب شرینکیج را با بزرگ کردن حفره قالب یا اضافه کردن موادی به قطعه جبران میکنند؛
تا پس از قالب گیری به منظور دستیابی به اندازهها و قطعات مورد نظر، آن را برش دهند یا ماشین کاری کنند.
1-1# کدام پلیمرها شرینکیج کم و کدامیک شرینکیج زیادی دارند؟
پلیمرهایی که دارای نرخ شرینکیج بالایی هستند عبارت اند از:
- پلی اتیلن با چگالی بالا (HDPE – High Density Polyethylene)
- پلی پروپیلین (PP – Polypropylene)
- پلی کربنات (PC – Polycarbonate)
این مواد درجه بلورینگی زیادی دارند و هنگام سرد شدن میتوانند شرینکیج بالایی داشته باشند.
در سوی دیگر، چند نمونه از پلیمرهایی که نرخ شرینکیج پایینی دارند به صورت زیر هستند:
- اکریلونیتریل بوتادین استایرن (ABS – Acrylonitrile Butadiene Styrene)
- نایلون
- الاستومرهای ترموپلاستیک (TPEs – Thermoplastic Elastomers)
این مواد دارای درجه کریستالی پایین تری هستند و ممکن است هنگام سرد شدن شرینکیج کمتری را تجربه کنند.
2# روشهای ایجاد شرینکیج چیست؟
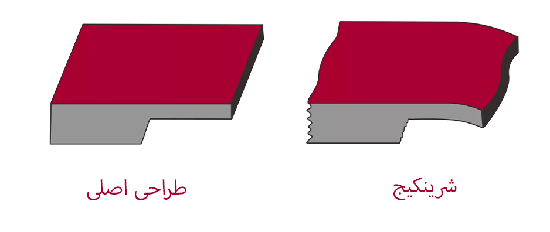
وقتی یک جزء به صورت مساوی و در تمامیجهات کوچک شود، نه تنها اندازه آن کوچکتر میشود؛ بلکه شکل اصلی خود را نیز حفظ میکند.
از طرف دیگر، اگر یک بخش با سرعت بیشتری نسبت به سایر بخشها منقبض شود، این اختلاف سبب ایجاد کشش در داخل قطعه میشود.
چنانچه نیروهای وارد شده بر آن، بیش از ظرفیت جسم برای حفظ یکپارچگی ساختاری خود باشد، تغییر شکل پیدا خواهد کرد.
4 روش اصلی شرینکیج را در ادامه بررسی خواهیم کرد.
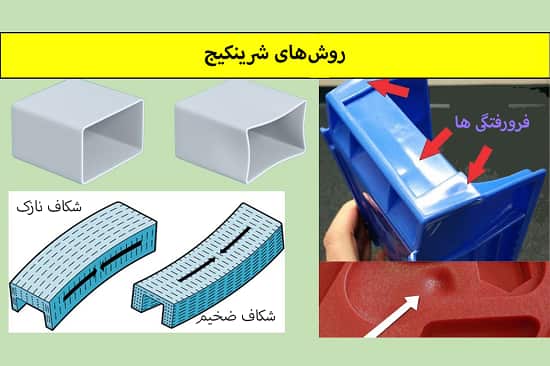
1-2# شرینکیج منطقه ای
این نوع شرینکیج زمانی رخ میدهد که سرعت انقباض هر بخش با نواحی نزدیک به دروازه یا نواحی نزدیک به انتهای پر کردن متفاوت باشد.
معمولاً این اتفاق بین نواحی ضخیم تر و نواحی نازک تر رخ میدهد.
در این حالت، یک منطقه با سرعت بیشتری نسبت به سایر نواحی در حال انقباض است.
2-2# شرینکیج دور از مواد متراکم
در این روش، شرینکیج زمانی رخ میدهد که انقباض بخش بالایی قطعه با انقباض بخش پایینی آن (زمانی که قطعه از بخش میانی بریده شود) متفاوت باشد.
به دلیل وجود این نوع تفاوت، قطعه، پتانسیل خم شدن را دارد؛ زیرا یک طرف آن بیش از طرف دیگر آن منقبض میشود و در نتیجه کوچکتر از طرف دیگر خواهد بود.
3-2# شرینکیج جهت دار
تفاوت در شرینکیج میتواند هم به صورت موازی، هم به صورت عمود بر جهت ماده رخ دهد که اغلب به عنوان جهت جریان شناخته میشود.
هم ترازی مولکولها یا الیاف میتواند سبب بروز چنین حالتی شود.
یک ماده بی شکل، تمایل بیشتری به انقباض در جهتی موازی با جهت جریان دارد.
انقباض جامدات کریستالی معمولاً به صورت عمود بر جهت جریان خواهد بود.
4-2# مقایسه این پلین (In – Plane) با ضخامت
در اغلب موارد پلیمرها در جهت ضخامت خود به جای جهت صفحه منقبض میشوند.
این اثر به علت جلوگیری از الگوگیری ایجاد میشود.
وجود تفاوت میان میزان انقباض قطعه ای در جهت داخلی صفحه و جهت ضخامت میتواند منجر به تاب برداشتن آن شود.
این موضوع اغلب در گوشههای قطعه رخ میدهد که گاهی سبب ایجاد ضخامتی میشود که بیشتر از ضخامت اسمی دیواره خواهد بود.
3# علل اهمیت شرینکیج چیست؟
مقدار شرینکیج باید به صورت دقیق پیش بینی شود.
این امر بسیار مهم است و باید در طراحی قطعات پلاستیکی همراه با موارد زیر در نظر گرفته شود:
- ثبات در ابعاد بهینه مورد نظر
- تحمل بالا به منظور اطمینان از عملکرد صحیح محصولات تمام شده یا مونتاژی
به عنوان مثال، ابعاد بحرانی برای قطعه ای که از اجزای الکتریکی داخلی پشتیبانی میکند تا از عملکرد محصول اطمینان لازم را به دست آورد، بسیار مهم است.
اگر اندازه یک قطعه پلاستیکی حامل یک برد مدار با افزایش زمان استفاده از آن، تغییر کند، باعث ترک خوردن یک یا چند مدار روی برد میشود که سبب ایجاد شکستگیهای متناوب یا کامل در آن خواهد شد.
4# انواع شرینکیج
احتمالا بعد از اینکه متوجه شدید شرینکیج چیست برای شما هم سوال شده است که این پدیده چه انواعی دارد؟
انواع مختلفی از شرینکیج در مواد پلاستیکی وجود دارد که عبارت اند از:
- حرارتی: این موضوع به دلیل تغییر دما اتفاق میافتد. با سرد شدن، پلاستیک منقبض میشود و منجر به جمع شدن آن میشود.
- فاز انتقالی: این نوع شرینکیج، زمانی اتفاق میافتد که مواد پلاستیکی از حالتی به حالت دیگر مانند از حالت مایع به جامد تغییر کنند.
- جهت گیری: این شرینکیج نیز زمانی رخ میدهد که مولکولهای پلاستیک طی فرآیند قالب گیری، در جهت خاصی قرار میگیرند و سعی میکنند پس از آن فرآیند به حالت طبیعی خود برگردند که سبب جمع شدن مواد خواهد شد.
- فشرده سازی: این نوع انقباض نیز زمانی رخ میدهد که پلاستیک طی فرآیند قالب گیری فشرده میشود و پس از رفع فشار سعی میکند، حجم اولیه خود را به دست آورد.
- بازیابی الاستیک: این نوع شرینکیج نیز زمانی اتفاق میافتد که مواد پلاستیکی طی فرآیند قالب گیری تغییر شکل میدهند و سعی میکنند پس از فرآیند به شکل اولیه خود بازگردند.
5# بخشهای فرآیند شرینکیج چیست؟
فرآیند شرینکیج از 3 بخش تشکیل شده است:
- شرینکیج قبل از انجماد
- انقباض خنک کننده
- شرینکیج پس از قالب گیری
هر نوع ماده پلاستیکی دارای نرخ شرینکیج متفاوتی است که میتواند تحت تأثیر عوامل مختلفی قرار گیرد.
در بخشهای بعدی به بررسی این عوامل خواهیم پرداخت.
6# نرخ شرینکیج چیست؟
قبل از شروع تولید، نرخ شرینکیج قالب باید برای حذف هزینههای اضافی و تنظیمات لازم، پیش بینی شده باشد.
تمامی مواد پلاستیکی دارای حداقل و حداکثر درصد انقباض هستند که به کاربر کمک میکنند تا پلاستیک را از زمان قالب گیری تا زمانی که کاملاً خنک شود، ارزیابی کند.
این موضوع و سایر عواملی که بر نرخ شرینکیج تأثیر میگذارند باید در نظر گرفته شوند.
7# راههای جلوگیری از شرینکیج چیست؟

شرینکیج پدیده ای است که معمولاً رخ میدهد؛ اما باید هنگام برخورد با برخی از محصولات ظریف و استریل مانند قالب گیری تزریقی در دستگاههای پزشکی، از این اتفاق جلوگیری کرد.
به منظور اطمینان از ایمنی و کارکرد صحیح در روشهای مراقبتهای بهداشتی، نباید هیچ ناهمواری در این وسایل وجود داشته باشد.
برخی از راههای جلوگیری از بروز شرینکیج به قرار زیر هستند.
1-7# بهینه سازی اثرات خنک کننده
یکی از مؤثرترین راهها به منظور جلوگیری از ایجاد مشکلات شرینکیج، بهینه سازی اثرات خنک کننده است.
کانالها یا صفحات خنک کننده در طراحی قالب برای اطمینان از یکنواخت بودن فرآیند خنک سازی در سراسر حفره قالب باید استفاده شوند.
این امر به تنظیم دمای قالب کمک میکند و از ایجاد نقاط داغ در آن جلوگیری میکند که میتواند سبب خنک شدن و انقباض ناهمگون و ناهموار آن شود.
کنترل کنندههای دمای قالب نیز میتوانند به اثرات خنک کنندگی و حفظ دمای ثابت در سراسر قالب کمک کنند.
حفظ تعادل ضروری است؛ زیرا خنک شدن بیش از حد میتواند سبب ایجاد تاب خوردگی در آن شود که در نهایت منجر به شکستگی قطعه خواهد شد.
2-7# کاهش ضخامت دیواره محصول در حد معقول
طراحی و مهندسی قطعه باید به صورت دقیق انجام شود تا این اطمینان به دست آید که ضخامت دیواره در موارد خاصی که استفاده میشود، سازگار و بهینه است.
دیوارههای نازک تر، زمان خنک شدن را کوتاه تر میکند و به کاهش شرینکیج کمک میکند.
با این حال، توجه به این نکته ضروری است که کاهش ضخامت دیواره قطعه همچنین میتواند سبب شکننده تر شدن قطعه شود و آن را مستعد شکستگی میکند.
بنابراین، ایجاد تعادل بین ضخامت دیواره و استحکام کلی قطعه ضروری است.
علاوه بر این، عوامل دیگری مانند طراحی قالب و پارامترهای پردازش نیز میتوانند بر ضخامت دیواره قطعه قالب گیری تأثیر گذارند.
3-7# کاهش دمای پلاستیک سازی
کاهش دمای پلاستیک سازی را میتوان با تنظیم دمای واحد پلاستیک ساز یا با استفاده از ماده ای با نقطه ذوب پایین تر انجام داد.
کاهش دمای پلاستیک ساز، ویسکوزیته پلاستیک مذاب را کاهش می دهد که انقباض ناشی از سرد شدن ناهموار را تا حد زیادی کم میکند.
با این حال، دمای واحد پلاستیک سازی نباید خیلی پایین باشد؛ زیرا میتواند باعث ایجاد نقصهای دیگری مانند پر شدن ناقص حفره قالب شود.
برای دستیابی به نتایج مورد نظر، بهینه سازی دمای واحد پلاستیک سازی برای مواد خاص مورد استفاده ضروری است.
4-7# افزایش سرعت فشار تزریق
افزایش سرعت فشار تزریق، مواد را سریع تر و با نیروی بیشتری وارد حفره میکند.
در نتیجه یک قطعه قالب گیری شده منسجم تر و یکنواخت تر خواهیم داشت.
با این حال، افزایش سرعت فشار تزریق میتواند سبب ایجاد عیوب و نواقص دیگری مانند ایجاد خطوط جریان یا علائم سوختگی در بخش قالب گیری شود.
بنابراین، بهینه سازی سرعت فشار تزریق با توجه به ویژگیهای قالب گیری تزریق پلاستیک سفارشی برای دستیابی به نتایج مورد نظر، بسیار مهم خواهد بود.
5-7# بهبود فشار برگشتی
فشار برگشتی، مقاومت پلاستیک مذاب در حین عبور از داخل حفره قالب تعریف میشود.
با افزایش فشار برگشتی، مواد وادار به پر کردن حفره قالب به صورت کامل تر و با نیروی بیشتری خواهند شد.
در نتیجه یک قطعه قالب گیری یکنواخت تر و منسجم تر ایجاد میشود.
با این حال، فشار میتواند سبب نقصهای دیگری مانند فضای خالی در بخش قالب گیری شود.
به منظور دستیابی به نتایج مطلوب، بهینه سازی فشار برگشتی برای مواد خاص و طراحی قالب ضروری است.
8# عوامل مؤثر در شرینکیج چیست؟

تا به اینجا متوجه شدیم که شرینکیج چیست و چه انواعی دارد، در ادامه بررسی میکنیم که عوامل ایجاد این پدیده چه هستند.
شرینکیج در قالب تزریق پلاستیک را میتوان به عوامل مختلفی نسبت داد که برخی از آنها عبارت اند از:
- ترکیب پلاستیک: نوع پلاستیکی که برای قالب گیری تزریقی استفاده میشود، میتواند تا حد زیادی بر شرینکیج محصول نهایی تأثیر بگذارد.
به عنوان مثال، شرینکیج قالب پلی اتیلن با چگالی بالا به دلیل ساختار کریستالی که دارد سبب میشود، زنجیرههای پلیمری در حین خنک شدن، منقبض شوند. - سطح تنش: طی فرآیند قالب گیری تزریقی، زمان و فشاری که قطعه در آن تحت تنش قرار میگیرد، سبب ایجاد مقادیری میشود که بیش از حد سیال است و در نهایت منجر به شرینکیج و شکنندگی خواهد شد.
اگر پلاستیک طی عملیات خنک شدن، تحت تنش بالایی قرار بگیرد، میتواند به مرتب شدن زنجیرههای پلیمری بیانجامد و منقبض شود؛ در نتیجه انقباض بیشتری به وجود خواهد آمد.
علاوه بر این، متغیرهای دیگری مانند فشار تزریق، دمای مذاب و قالب و شکل هندسی قطعه نیز بر شرینکیج تأثیرگذار هستند.
ترکیب پلیمر و ویژگیهای مواد، شرایط پردازش کاربردی و طراحی و هندسه ای که در قطعه به کار میرود، سه عامل مهم دیگر هستند که بر شرینکیج قطعات پلاستیکی تأثیر میگذارند.
این موارد را ادامه به صورت مفصل بررسی میکنیم.
1-8# ترکیب پلیمر و ویژگیهای مواد
درجه شرینکیج به وزن مولکولی، ویسکوزیته و رفتار تبلور پلیمر بستگی دارد.
وزن مولکولی و ویسکوزیته بالاتر منجر به درجه انقباض بیشتری میشود، در حالی که رفتار تبلوری یا کریستالیزاسیون بر نرخ انقباض تأثیر میگذارد.
پلیمرهای متبلور، تمایل بیشتری به جمع شدن به نسبت پلیمرهای غیرمتبلور دارند.
علاوه بر این، افزودنیهایی مانند پرکنندهها، الیاف و تثبیت کنندهها نیز میتوانند بر رفتار شرینکیج پلیمر اثر گذارند.
بنابراین، انتخاب ماده مناسب بر اساس ویژگیهای انقباض مورد نظر بسیار مهم خواهد بود.
2-8# شرایط پردازش کاربردی
شرایط پردازش اعمال شده، در قالب گیری تزریق پلاستیک نیز میتواند بر انقباض تأثیر گذارد.
دما، فشار و زمان خنک شدن همگی بر رفتار انقباضی قطعه تأثیر میگذارند.
دماها و فشارهای بالاتر منجر به درجه شرینکیج بالاتری میشوند، این در حالی است که زمان خنک شدن طولانی تر منجر به کاهش سرعت انقباض خواهد شد.
بنابراین، انتخاب دقیق و بهینه سازی شرایط پردازش به منظور جلوگیری از مشکلات ناشی از شرینکیج در قالب گیری بسیار مهم است.
3-8# طراحی قطعات و هندسه آنها
طراحی و شکل هندسی قطعات مانند ضخامت دیوارهها، اندازه و وجود گوشهها یا لبههای تیز همگی میتوانند بر رفتار انقباضی قطعه تأثیرگذار باشند.
دیوارههای نازک که در قالب گیری تزریقی پلاستیک در حوزههای پزشکی رایج هستند، ممکن است درجات بیشتری از انقباض را تجربه کنند و در نتیجه تاب خوردگیها یا ناهمواریهایی در آنها به وجود آید.
علاوه بر این، محل قرارگیری دریچهها و طراحی آنها نیز میتواند بر رفتار انقباضی قطعه قالب گیری شده اثر گذارد.
بهینه سازی طراحی و شکل هندسی قطعه برای به حداقل رساندن درجه شرینکیج و دستیابی به ابعاد و تلرانسهای مورد نظر بسیار حائز اهمیت است.
4-8# میزان سرمایش
سرعت خنک شدن مواد پلاستیکی در طول فرآیند تولید بر شرینکیج تأثیر میگذارد.
خنک سازی سریع میتواند منجر به افزایش انقباض شود، در حالی که خنک سازی کندتر ممکن است منجر به کاهش انقباض شود؛ اما میتواند بر راندمان تولید نیز تأثیر گذارد.
سخن پایانی
شرینکیج یک مسئله مهم و رایج در تولید قطعات پلاستیکی است؛ اما میتوان با دنبال کردن برخی مراحل که شامل ارزیابی نرخ شرینکیج به منظور اطمینان از قابلیتهای پلیمر و ترکیب آن، فرآیند قالب گیری تزریقی و شکل قطعه پلاستیکی است، از ایجاد آن جلوگیری و تا حد امکان اجتناب کرد.
به صورت کلی، درک علل ایجاد شرینکیج و چگونگی حل آن در قالب گیریها، عاملی تعیین کننده برای موفقیت در این فرآیند است.
همکاری با تأمین کنندههای مواد، نظارت مستمر و تعهد به بهبود یک رویکرد جامع در مدیریت چالشهای شرینکیج نیز بسیار کمک کننده خواهد بود.
 |
درباره نویسنده : فریبا صالح
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.
