
تست MT یکی از ساده ترین و راحت ترین روش های بازرسی جوش غیر مخرب، می باشد.
بازرسی جوش MT توانایی بالایی در یافتن عیوب سطحی، حتی با وجود بسته بودن دهانه ناپیوستگی دارد.
در ادامه این مقاله می توانید با زیر و بم تست ذرات مغناطیسی آشنا شوید.
1# تست MT چیست؟
امروزه شیوه های بازرسی غیر مخرب بسیار گسترده تر از گذشته می باشند و
در اکثر صنایع بسته به نیاز آن صنعت از یک یا چند روش برای فرآیند QC (کنترل کیفیت) استفاده می شود.
یکی از گسترده ترین روش های آزمون غیر مخرب، تست ذرات مغناطیسی (Magnetic Particle Test) می باشد.
تست MT، نوعی از بازرسی NDT است که در آن با استفاده از مغناطیس کردن قطعه و تغییرات در میدان مغناطیسی قطعه، بازرسی انجام می شود.
در ویدیوی زیر با این روش آزمون بازرسی جوش آشنا می شویم.
2# اساس کار تست ذرات مغناطیسی (MT)
با عبور جریان از یک قطعه یا تجهیز، میدان مغناطیسی در آن قطعه یا تجهیز شکل می گیرد.
حال اگر درون قطعه و یا تجهیز، عیب و ناپیوستگی وجود داشته باشد، میدان مغناطیسی دچار تغییر و نشت (اگر ناپیوستگی نزدیک سطح باشد) می شود.
در شرایطی که نشت میدان داشته باشیم، اگر بر روی سطح پودر فلزی ریخته شود، پودر در مکان هایی که نشت میدان بوده است تجمع کرده و ایجاد نشانه می کند.
در انجام تست MT شرایطی در نتیجه نهایی تاثیرگذار می باشد که در ادامه آن ها را توضیح می دهیم:
1-2# عمق ناپیوستگی
میدان مغناطیسی متمرکز بر سطح می باشد.
در نتیجه هرچه یک ناپیوستگی سطحی تر و یا به سطح نزدیک تر باشد تاثیر بیشتری بر روی میدان می گذارد.
2-2# جهت ناپیوستگی
اگر ناپیوستگی بر جهت میدان عمود باشد، نشتی بیشتری در میدان مغناطیسی تست MT نسبت به ناپیوستگی موازی با جهت میدان ایجاد می کند.
3-2# شکل ناپیوستگی
هرچه شکل ناپیوستگی به صورتی باشد که تعداد بیشتری از خطوط میدان را قطع کند، تاثیر بیشتری نیز در نشت میدان می گذارد.
4-2# سایز ناپیوستگی
هرچه یک ناپیوستگی سایز بزرگتری داشته باشد، تاثیر بیشتری بر روی میدان می گذارد.
5-2# میزان میدان مغناطیسی
میزان میدان اعمالی در قطعه نیز تاثیر مستقیم بسیاری در نشت میدان می گذارد.
6-2# جنس قطعه و یا تجهیز
جنس قطعه مورد بازرسی و خواص مغناطیسی آن نیز در نشت میدان دخیل می باشد.
3# روش های اعمال میدان مغناطیسی تست MT
این روش بسته به شرایط و نیاز، شیوه های مختلفی برای انجام دارد.
1-3# روش Central Conductor در تست MT
این روش برای تجهیزات و قطعاتی کاربرد دارد که تو خالی باشند.
در این روش یک میله هادی از درون قطعه عبور داده شده و سپس جریان از درون آن عبور کرده، این جریان باعث ایجاد میدان مغناطیسی شده و تست انجام می شود.
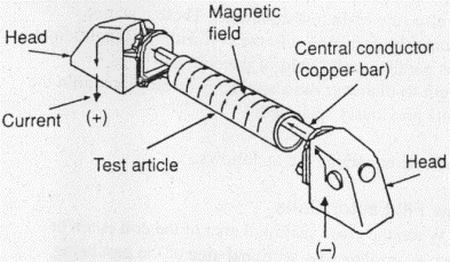
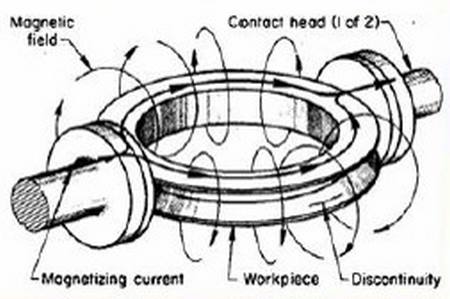
2-3# روش Head shot
در این روش جریان مغناطیسی به دو سر قطعه متصل شده و عبور جریان از درون قطعه باعث ایجاد میدان مغناطیسی می شود.
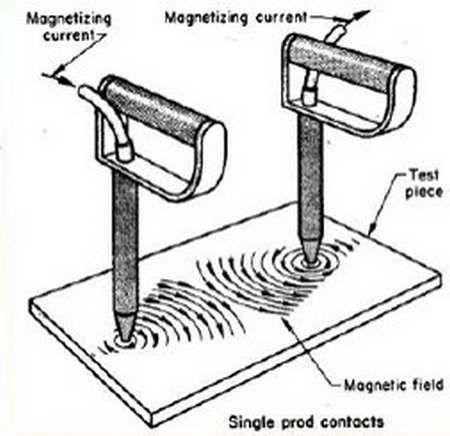
3-3# اعمال میدان مغناطیسی تست MT به روش Prod
Prod به مجموع دو میله فلزی می گویند که همانند شکل زیر بر روی قطعه گذاشته می شوند و جریان را به قطعه اعمال می کنند و
در نتیجه میدان مغناطیسی را در قطعه به وجود می آوردند.
از این روش برای قطعات و تجهیزات تخت استفاده می شود.
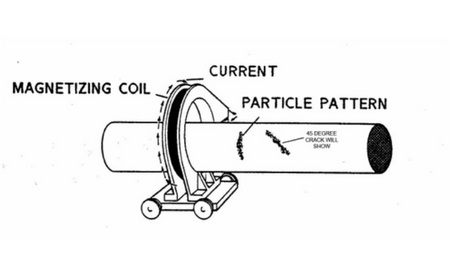
4-3# استفاده از سیم پیچ (Coil) برای تست MT
گاهی برای ایجاد میدان مغناطیسی در یک قطعه، از سیم پیچی که درون آن جریان وجود دارد استفاده می شود که
در شکل زیر شیوه استفاده از این روش نمایش داده شده است.
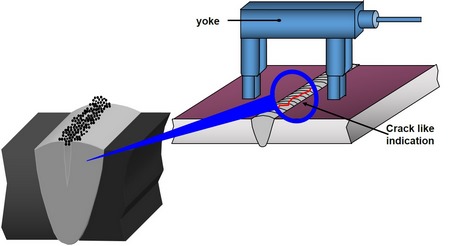
5-3# استفاده از یوک (Yoke) برای بازرسی جوش MT
پر کاربرد ترین روش در بین تمامی روش های اعمال جریان، استفاده از Yoke می باشد.
این روش به علت سهولت در انجام و همچنین قابل حمل بودن (Portable) کارایی زیادی دارد.
در شکل زیر دستگاه یوک و چگونگی استفاده از آن نشان داده شده است.
4# مراحل انجام تست MT
در ویدیوی زیر با هم به اصول و ترتیب مراحل اجرای تست بازرسی جوش mt را بررسی می کنیم.
1-4# استفاده از اسپری کنتراست
برای ایجاد کنتراست بین سطح قطعه و پودر ذرات مغناطیسی از اسپری کنتراست که معمولا رنگ سفید دارد استفاده می شود.
2-4# اعمال جریان مغناطیسی برای تست MT
جریان مغناطیسی به یکی از روش های بالا بر قطعه و یا تجهیز اعمال می شود.
3-4# اعمال ذرات مغناطیسی
ذرات مغناطیسی خشک یا تر، بر روی قطعه اعمال می شود.
4-4# مشاهده نشانه ها
نشانه های ایجاد شده بر روی قطعه و یا تجهیز به صورت دقیق مشاهده می شود.
5-4# دسته بندی نشانه ها بر اساس قواعد تست MT
نشانه ها به چند دسته نشانه های مرتبط و غیرمرتبط تقسیم بندی می شود.
6-4# تفسیر نشانه ها
نشانه های مرتبط بر اساس استاندارد مورد نیاز تفسیر می شود.
5# مزایا و معایب تست جوش MT
مزایا:
- روش اعمال آن بسیار ساده و سریع است.
- نشانه های عیوب جوش به سرعت ظاهر می شوند.
- این روش عیوب سطحی و نزدیک سطح را کاملا نمایش می دهند که متمرکزترین عیوب بر روی تنش ها هستند.
- روش اجرا می تواند بسته به محیط آزمایش یا کارگاه تغییر کند.
- نسبت به روش های دیگری مثل رادیوگرافی بسیار ارزان تر است.
- در این روش تمامی قطعات با سایز کوچک یا بزرگ قابل تست کردن هستند.
- تمیزکاری دقیق پیش از شروع تست نیاز ندارد.
معایب:
- این روش فقط مختص تجهیزات فرومغناطیسی مثل آهن بوده و برای فولاد ضد زنگ آستنیتی قابل استفاده نیست.
- پیاده سازی آن کمی کثیف و بی نظم است.
- اکثر روش های پیاده سازی به منبع تغذیه الکتریکی احتیاج دارند.
- گاهی اوقات مقدار میدان مغناطیسی مورد نیاز برای نمایش نشانه های عیوب واضح نیست.
- اگر روی تجهیز پوشش رنگی ضخیمی داشته باشید، این روش قابل استفاده نیست.
- امکان بروز نشانه های غیرمرتبط با عیوب جوش هم وجود دارد و به همین دلیل نیاز به یک مفسر ماهر دارد.
- گاها ممکن است مواد مورد استفاده ایجاد آتش سوزی و دود کنند.
 |
درباره نویسنده : محمد سعید گودرزی
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.

سلام
آیا روشی برای تست پودر مگنت وجود داره؟ پودر مگنتی که برای استفاده در نوارگسکت یخچال و فریزر کاربرد داره
سلام و وقت بخیر
ممنون میشم اگر محبت بفرمایید سوالات تخصصی تون رو در بخش فروم سایت مطرح کنید.
با سپاس
katibeha.com