
در ابتدای جوشکاری TIG، تنها دو نوع تنگستن مورد استفاده قرار میگرفت که تنگستن خالص برای آلومینیوم و منیزیم استفاده میشد و تنگستن 2% برای سایر مواد مورد استفاده قرار میگرفت.
در حالی که این دو مورد، برای سالها بهخوبی کار میکردند؛ اما انجام تحقیق و توسعه، به تولید طیف وسیعی از الکترودهای تنگستن منجر شد که هر کدام دارای خواص منحصر به فردی بودند.
باتوجه به انواع الکترود تنگستن موجود، برای یک جوشکار مبتدی، تشخیص و مرتبسازی همه گزینههای این الکترودها، میتواند تا حدودی گیج کننده باشد.
بنابراین ما در متن زیر نگاهی به پرکاربردترین انواع الکترودهای تنگستن خواهیم داشت.
این مقاله باید به شما کمک کند تا تصمیمی آگاهانه در مورد این که کدام یک برای پروژههای جوشکاری شما بهتر است، بگیرید.
1# تاریخچه الکترود تنگستن

تنگستن خالص به عنوان یک الکترود جوش در ابتدای فرایند TIG، در دهه 1940 استفاده شد.
جوشکاری TIG برای اتصال موثر آلیاژهای آلومینیوم و منیزیم ایجاد شد و استفاده از تنگستن خالص منطقی بود؛ زیرا تنگستن بالاترین دمای ذوب را در بین تمام فلزات دارد.
در آن روزها منابع برق، مبتنی بر ترانسفورماتور بودند و تنگستن خالص میتوانست جوشکاری را در حالت AC که استاندارد آلومینیوم و منیزیم است، انجام دهد.
در آن زمان، آمادهسازی تنگستن معمول بود و این کار با گذراندن جریان کوتاهی از طریق الکترود با تنظیم منبع برق روی حالت “قطب معکوس” (الکترود مثبت) انجام میشد.
اتصال باعث ذوب شدن نوک الکترود میشود و وقتی که جریان قطع گردد، تنگستن به یک توپ صاف و براق تبدیل میشود.
امروزه با وجود گاز محافظ در این فرآیند، میتوان از اکسید شدن انواع الکترود تنگستن جلوگیری کرد و اندازه توپ را با مقدار جریانی که در حالت EP از الکترود عبور میکند، کنترل نمود.
این الکترود توپی، قوس را به شکل یک مخروط پهن ارائه میدهد و در نتیجه الکترود میتواند جریان نسبتاً بالایی را بدون انتقال مقادیر کمی تنگستن به حوضچه جوش منتقل کند.
توجه داشته باشید که با منابع برق مدرن اینورتر، الکترود تنگستن خالص توصیه نمیشود.
2# جوشکاری TIG
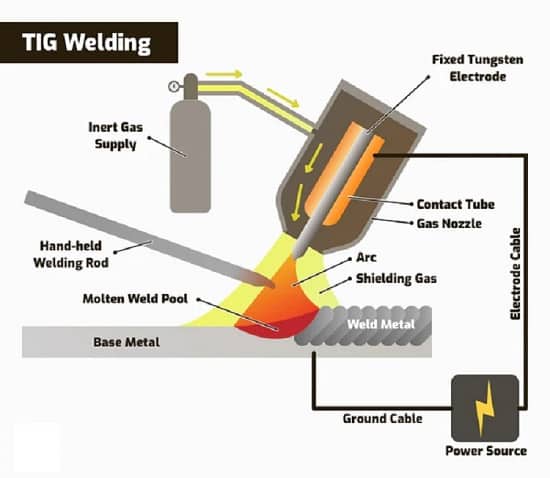
جوشکاری با گاز بیاثر تنگستن (TIG) که با نامهای جوشکاری قوس تنگستن گازی (GTAW) و جوشکاری قوس پلاسما (PAW) نیز شناخته میشود، بر سختی تنگستن و مقاومت در برابر دمای بالا برای انتقال جریان جوش به قوس متکی است. (تنگستن دارای بالاترین نقطه ذوب در بین فلزات یعنی 3410 درجه سانتیگراد است.)
TIG در بسیاری از صنایع از جمله هوافضا، نیمههادی، بیوتکنولوژی یا داروسازی، تولیدکنندگان لوله، پیمانکاران، خودروسازی، تولیدکنندگان اتصالات و شیرآلات، صنعتی، هستهای و گازهای تخصصی استفاده میشود.
در این نوع جوشکاری از انواع الکترود تنگستن استفاده میشود و انواع و روش های مختلفی دارد که عبارت اند از:
1-2# TIG اوربیتال یا جوش لوله
برای تولید جوشهای همجوشی مداری با کیفیت بالا موردنیاز صنایع با تکنولوژی پیشرفته امروزی، شکل الکترود تنگستن متغیر مهمی است که باید ثابت نگه داشته شود.
بیشتر سازندگان مداری به طول تنگستن دقیق نیاز دارند.
کاربرد جوشهای همجوشی مداری با استفاده از TIG در درجه اول به صنایع هستهای، دارویی و شیمیایی محدود میشود.
این صنایع به جوش لوله مداری کامل با اشعه ایکس در محدوده جریان 125 آمپر تا 300 آمپر نیاز دارند.
اکثر جوشکارهای لوله مداری از الکترودهایی با قطر 3/32 یا 1/8 استفاده میکنند.
2-2# جوشکاری مکانیزه TIG
جوشکاری TIG مکانیزه طیف وسیعی از کاربردها مانند جوشکاری دم دقیق با استفاده از الکترود تنگستن با قطر 0.040 در 1.0 آمپر تا جوشکاری آسیاب لوله با سرعت بالا با الکترود تنگستن با قطر 0.250 با استفاده از جریانی تا 600 آمپر را در بر میگیرد.
یک الکترود دقیق و در عین حال سازگار تأثیر چشمگیری در نتایج جوش و عمر الکترود تنگستن خواهد داشت.
اگر الکترود بهشدت آلوده باشد معمولاً برش الکترود تنگستن لازم است.
3-2# جوشکاری TIG دستی
اکثر مشعلهای جوشکاری دستی TIG، نیاز به یک الکترود طولانی 7 اینچی دارند که برای جا دادن به مشعل جوش دستی به دو نیم شود.
شروع قوس و پایداری قوس برای جوشکار دستی مفید خواهد بود.
4-2# جوشکاری قوس پلاسما دستی و مکانیزه
فرایند جوشکاری قوس پلاسما نیازمند یک الکترود تنگستن با شکل بسیار دقیق است.
نوک تنگستن باید متحدالمرکز قطر نگه داشته شود تا در موقعیت صحیح و در مرکز مشعل پلاسما قرار گیرد.
بیشتر مشعلهای جوشکاری پلاسما به الکترود تنگستن با طول برش نیاز دارند.
3# انواع الکترود تنگستن
تنگستن یک عنصر فلزی کمیاب است که برای تولید الکترودهای جوشکاری با گاز بیاثر تنگستن (TIG) استفاده میشود.
این الکترودها در اندازهها و طولهای مختلف هستند و از تنگستن خالص یا آلیاژی از تنگستن و سایر عناصر و اکسیدهای خاکی کمیاب تشکیل شدهاند که میتوانند مزایای زیر را ارائه دهند:
- تسهیل شروع قوس
- افزایش پایداری قوس
- بهبود ظرفیت حمل جریان میله
- کاهش خطر آلودگی جوش
- افزایش عمر الکترود
برای از بین بردن سردرگمی در انتخاب الکترود مناسب، هرالکترود تنگستن دارای کد رنگی است که رنگ در نوک الکترود ظاهر میشود.
انواع الکترود تنگستن براساس رنگبندی در دستههای زیر قرار دارند:

1-3# الکترود سبز – تنگستن خالص
الکترودهای تنگستن خالص حاوی 99.50٪ تنگستن هستند و در طبقهبندی بهعنوان EWP نشان داده میشوند.
الکترودهای تنگستن سبز بهترین نتایج را در جوشکاری AC نشان میدهند و وقتی گرم میشوند یک نوک تمیز و گلولهای تشکیل میدهند.
علاوه بر این، آنها یک قوس پایدار در جوشکاری موج متعادل و موج سینوسی ارائه میکنند.
الکترودهای تنگستن خالص تمایل به تفک کردن در آمپراژ بالاتر دارند؛ بنابراین حتی اگر میتوانید از آنها برای جوشکاری DC استفاده کنید، آنها برای شروع صاف قوس و نتایج تمیز در کاربردهای آمپراژ بالاتر عملکرد خوبی ندارند.

سازندگان، باتوجه به معایب شناخته شده الکترودهای تنگستن خالص، اکسیدهایی را برای بهبود پایداری قوس، شروع قوس و عملکرد معرفی کردند.
با این حال، برخی از جوشکاران به دلیل قیمت پایینتر، تنگستن سبز را در جوشکاری آلومینیوم و منیزیم ترجیح میدهند.
2-3# الکترود تنگستن Thoriated
الکترودهای توریمدار یکی دیگر از انواع الکترود تنگستن موجود در بازار هستند که از آنها را بهعنوان یکی از پرکاربردترین الکترودهای تنگستن یاد میشود.
آنها حاوی 97.30٪ تنگستن و 1.70 تا 2.20٪ اکسید توریم هستند.
شروع خوب جوشکاری DC و پایداری با طول عمر و نرخ فرسایش متوسط، دلیلی است که بسیاری از جوشکارهای قدیمیتر به الکترودهای thoriated سوگند یاد میکنند.
افزودن اکسید توریم به تنگستن دمای عملیاتی زیر نقطه ذوب را کاهش میدهد که آلودگی و مصرف حوضچه جوش را به حداقل میرساند.
در نتیجه، الکترودهای جوشکاری شده نتایج عالی را در جوشکاری منفی الکترود DC (قطب مستقیم) روی عملکرد جوشکاری کربن و فولاد ضدزنگ، آلیاژهای نیکل و آلیاژهای تیتانیوم ارائه میدهند.
الکترودهای Thoriated در جوشکاری AC در مقایسه با الکترودهای تنگستن سبز عملکرد خوبی ندارند.
الکترود thoriated سه نوع زرد، قرمز و بنفش را دارد که تنها دو مورد از آنها از نظر تجاری مهم هستند:
- الکترود توریم EWTh-1 دارای رنگ کد زرد و حاوی 0.8 تا 1.2 درصد اکسید توریم است.
الکترودهای تنگستن زرد به خوبی نقطه تیز را حفظ میکنند.
این مزیت آنها را به انتخابی عالی برای فولاد، آلیاژهای مس، تیتانیوم یا آلیاژهای نیکل تبدیل میکند. - الکترودهای EWTh-2 توریم دارای کد رنگ قرمز و حاوی 7 – 2.2 درصد توریم هستند که ویژگیهای عملیاتی را افزایش میدهد.
الکترودهای تنگستن قرمز با پایداری و استارت خوب قوس، مصرف کم و نتیجه عالی در جوشکاری DC، بهترین انتخاب شما برای جوش TIG فولاد هستند.

بزرگترین ایراد الکترودهای thoriated در افزودن توریم نهفته است که ماده رادیواکتیو است.
به همین دلیل است که باید هنگام آسیابکردن الکترودهای تنگستن دارای احتیاط بیشتری به خرج دهید.
نگرانیهای ایمنی یکی از اصلیترین دلایلی است که بسیاری از جوشکاران به جایگزینهایی مانند الکترودهای تنگستن لانتان دار یا سراته شده روی میآورند.
3-3# الکترودهای تنگستن خاکستری (نارنجی) – سرامیک
الکترودهای سریافته حاوی 97.30 درصد تنگستن و 1.80 تا 2.20 درصد CeO2 یا اکسید سریم است که به آن سریا نیز گفته میشود.
با وجود این که چندین درجه از الکترودهای سرامیک موجود است، تنها EWCe-2 که رنگ خاکستری روی نوک خود دارد، از نظر تجاری مهم است.

الکترودهای سرامیکی EWCe-2 نتایج عالی را در جوشکاری DC با آمپر کم ارائه میدهند.
در مقایسه با تنگستن سبز، این نوع از انواع الکترود تنگستن، شروع قوس و پایداری قوس فوقالعاده بهتری را نشان میدهند و نرخ تبخیر را کاهش میدهند.
اگرچه آنها ویژگیهای قوس مشابهی مانند الکترودهای توریمدار دارند، الکترودهای سریافته در موقعیتهای کم آمپر بهتر عمل میکنند که این مزیت، آنها را برای جوشکاری ورق نازک، ساخت لوله و اتصال فلز ظریف مناسب میکند.
الکترودهای خاکستری را میتوان در جریان متناوب استفاده کرد؛ اما با جوشکاری کربن و فولاد ضدزنگ، آلیاژ نیکل و تیتانیوم، مشابه تنگستن قرمز، بهتر کار میکنند.
بااین حال، سریا مانند توریم رادیواکتیو نیست که این یک مزیت است.
4-3# الکترودهای زیرکونی شده
1) الکترود تنگستن قهوهای
الکترود تنگستن زیرکونی شده قهوهای حاوی 10 درصد تنگستن و 0.15 تا 0.40 درصد اکسید زیرکونیوم است.
آنها دارای رنگ قهوهای در نوک هستند و بهعنوان EWZr-1 طبقهبندی میشوند.
الکترودهای جوشکاری TIG قهوهای بهعنوان جایگزینی برای انواع الکترود تنگستن خالص ساخته شدهاند.
این نوع الکترود برای کارهای جوشکاری AC که شامل آلیاژهای آلومینیوم جوشکاری TIG و منیزیم است، استفاده میشود.
مقدار زیاد تنگستن یک قوس بسیار پایدار ایجاد میکند و یک نوک توپی را حفظ میکند.
در همین حال، افزودن اکسید زیرکونیوم شروع قوس را بهبود میبخشد، تفک کمتری تولید میکند و آمپراژ بالاتر را بهتر از الکترودهای تنگستن خالص کنترل میکند.
الکترودهای تنگستن قهوهای گرانتر از تنگستن سبز هستند؛ اما در کاربردهای جوشکاری موج سینوسی AC که نیاز به تمیزی دارند، بسیار مهم هستند.
اگرچه تنگستن زیرکونی شده دارای ظرفیت حمل جریان مشابهی با الکترودهای تحتفشار است، نباید از آن در کاربردهای جوش DC بر روی فولاد کربنی استفاده کنید.
2) الکترود تنگستن سفید
الکترود تنگستن EWZr-8/WZ8 که با رنگ سفید مشخص میشوند دارای 9-0.7 درصد اکسید زیرکونیوم هستند و برای استفاده با جریان متناوب (A/C) با استفاده از منابع برق جریان ثابت مبتنی بر اینورتر یا ترانسفورماتور روی آلیاژهای آلومینیوم و آلیاژهای منیزیم توصیه میشود.
این نوع الکترود شروع قوس و پایداری قوس بهتر از تنگستن خالص ارائه میدهد.
5-3# الکترود تنگستن لانتان

الکترودهای تنگستن لانتان دار حاوی حداقل 97.80 درصد تنگستن و افزودن 0.8-1.7 درصد اکسید لانتانیم (La2O3) است که لانتانا نیز نامیده میشود.
اکسید لانتانیم اضافه شده، شروع قوس، پایداری و عملکرد را در جوشکاری AC و DC بهبود میبخشد و یک نوک تیز برای جوشکاری فولاد و یک نوک توپی برای آلیاژهای آلومینیوم و فلزات غیر آهنی در جوشکاری جریان متناوب TIG حفظ میکند.
با توجه به ویژگیها، الکترود تنگستن لانتاندار جایگزین مناسبی برای الکترود تنگستن thoriated در نظر گرفته میشود.
اکسید لانتانیم رادیواکتیو نیست و این الکترودها را امروزه برای بسیاری از جوشکاران انتخابی مناسب میکند.
الکترودهای تنگستن لانتان را بسته به افزودن لانتان به سه درجه جداگانه طبقهبندی میکنند:
- الکترود تنگستن مشکی: الکترودهای EWLa-1 حاوی 8-1.2 درصد وزنی اکسید لانتانیم هستند و رنگ مشکی را روی نوک خود دارند.
این الکترودها شبیه به الکترود تنگستن آبی هستند و شروع قوس جوش DC، قوس پایدار، نرخ فرسایش کم، دامنه آمپراژ وسیع و بدون تفک را از خود نشان میدهند. - الکترودهای تنگستن طلایی: EWLa-1.5 یکی از الکترودهای همه کاره، با توانایی کارکرد خوب در حین کار جوشکاری AC و کاربردهای DCEN است.
این نوع از انواع الکترود تنگستن، حاوی 3-1.7 درصد وزنی La2O3 هستند و شما میتوانید آنها را با رنگ طلایی روی نوک تشخیص دهید. - الکترودهای تنگستن آبی: الکترودهای EWLa-2 حاوی 8 تا 2.2 درصد وزنی اکسید لانتانیم پراکنده هستند که در میان انواع الکترود تنگستن، بالاترین میزان اکسید را دارد.
افزودن زیاد اکسیدها به تنگستن آبی اجازه میدهد تا در برابر بارهای ضرباندار و آمپر بالا مقاومت کند و در عین حال عملکرد عالی شروع قوس را با نرخ مصرف کم حفظ نماید.

6-3# الکترودهای تنگستن خاکی کمیاب
الکترودهای تنگستن خاکی کمیاب حاوی اکسیدهای خاکی کمیاب هستند که بهعنوان الکترودهای EWG طبقهبندی میشوند و سازندگان باید از هر رنگی غیر از موارد استاندارد شده (قرمز، آبی، طلایی، قهوهای و غیره) استفاده کنند.
علاوه بر این، اکسیدهای اضافه شده میتوانند ویژگیهایی را برای جوشکاری AC یا کاربردهای جریان مستقیم ارائه دهند.
اگرچه الکترودهای خاکی کمیاب میتوانند حاوی هر اکسیدی باشند ولی سازندگان باید بهوضوح هر افزودنی و درصد آن را روی بستهبندی علامتگذاری کنند.
در نتیجه، میتوانید یک الکترود خاص که کاملاً مناسب کاربردهای جوش TIG شما باشد، دریافت کنید.
7-3# الکترود تنگستن میکس فیروزهای
الکترودهای تنگستن Tri-Mix که به رنگ فیروهای هستند، به عنوان جایگزینی برای تنگستن 2% Thoriated معرفی میشوند.
Tri-Mix دارای سه اکسید است که از نظر علمی متعادل شدهاند تا سرعت مهاجرت و تبخیر را افزایش دهند که منجر به طولانیتر شدن عمر تنگستن و بسیاری بهبودهای دیگر بیش از 2٪ تنگستن Thoriated میشود.
بهبودهایی که در تنگستن Tri-Mix مشاهده می شود اغلب با قیمتی در حدود 1/3 بیشتر از تنگستن 2٪ تورییت استاندارد همراه بوده است.
این نوع الکترود برای نوع جریان DC/AC مناسب است و برای جوشکاری مستقیم فولاد، فولاد ضد زنگ، مس، سیلیکون برنز، تیتانیوم و نیکل مورد استفاده قرار میگیرد.
4# آمادهسازی تنگستن

پس از انتخاب الکترود تنگستن مناسب برای کاربرد خود، باید نوک آن را مطابق با الزامات آماده کنید.
آمادهسازیهای معمولی شامل نوک تنگستن گلوله دار، نوکتیز و کوتاه شده است.
الکترودهای تنگستن معمولاً دارای انتهایی هستند که باید قبل از استفاده تیز شوند.
زاویه نقطه، شکل قوسی را که از الکترود خارج میشود، تعیین میکند. یک رابطه معکوس بین زاویه نقطه الکترود و قوس وجود دارد.
یک الکترود با نوکتیز در جایی که به فلز برخورد میکند، یک قوس مخروطی شکل با یک پایه پهن و یک گودال پهن ایجاد میکند.
این میتواند برای مواد نازک جوش لبه مفید باشد.
الکترودهای جوش AC (تنگستن خالص یا زیرکونی شده) به نوک توپی نیاز دارند که در دستگاههای موج سینوسی و موج مربعی معمولی TIG عالی عمل میکند.
برای بهدستآوردن نوک توپی، به آمادهسازی خاصی نیاز نخواهید داشت.
فقط یک جریان متناوب را تأمین کنید و توپ در انتهای الکترود تشکیل میشود.
برعکس، جوشکاری فولاد ضدزنگ یا فولاد به یک نوکتیز و یا بریده نیاز دارد که میتواند بر روی انواع الکترودهای مختلف (الکترودهای توریمدار، لانتاندار و غیره) اعمال شود.
جوشکاری آلومینیوم نازک یا هر فلز ظریفی که مستعد اعوجاج است به یک نوک تیز نیاز دارد.
این نوک تیز، قوس را بهدقت متمرکز میکند و ناحیه متأثر از گرما را باریک میکند.
نوک باریک هنگام تلاش برای جلوگیری از اعوجاج فلزات ظریف بسیار مهم است.
بهعنوان یک قاعده کلی، انواع الکترود تنگستن را میتوان با یک چرخ قطع ساینده برش داد یا با گوشه چرخ سنگزنی خرد کرد.
الکترودها را با سیم کاتر برش ندهید و آنها را با خمکردن نشکنید.
این ممکن است منجر به شکستگیهای غیرقابلمشاهده در انتهای بریده شده، شود که میتواند باعث ایجاد قوس نامنظم شود.
سخن آخر
تسلط بر جوشکاری TIG دشوار است؛ اما انتخاب نادرست انواع الکترود تنگستن اغلب علت جوشهای بیکیفیت است.
اگر الکترودهای TIG را با کاربردهایی که برای آن طراحی شدهاند مطابقت دهید، کیفیت جوش را به میزان قابلتوجهی بهبود خواهید داد.
اگر نیاز به جوشکاری فلزات تخصصی در شرایط غیرعادی دارید، یافتن یک الکترود تنگستن خاکی کمیاب مناسب، بهترین گزینه خواهد بود.
بااینحال، برای اکثر کاربردهای جوشکاری، شما با الکترودهای توریمدار، لانتانت یا زیرکونی بهخوبی عمل خواهید کرد.
برخی از این الکترودها دارای ویژگیهای همپوشانی هستند؛ اما تفاوتهایی با هم دارند.
ممکن است برای یافتن نوع و اندازه الکترود مناسب نیاز به آزمون و خطا داشته باشید تا به نتایج دلخواه روی یک فلز و ضخامت خاص برسید.
 |
درباره نویسنده : معصومه آذری
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.
