
جوش انفجاری یکی از جدیدترین روش های جوشکاری است که در زمان جنگ جهانی اول ابداع شد.
شناسایی این روش جوشکاری کاملا برحسب اتفاق و در اثر اتصال ترکش های بمب به بدنه وسایل فلزی صورت گرفت.
پس از آن در مقیاس آزمایشگاهی مطالعات زیادی روی این روش انجام شد تا در نهایت از دهه 1960 میلادی برای جوشکاری مورد استفاده قرار گرفت.
در این مطلب ضمن معرفی روش اجرای جوشکاری انفجاری، به بررسی کاربردها، مزایا و معایب آن می پردازیم.
تا پایان با ما همراه باشید.
1# جوش انفجاری چیست؟
جوش انفجاری (Explosive Welding) را با نام جوشکاری موج ضربه ای (Shock Wave Welding) نیز می شناسند.
همین ابتدای کار باید اشاره کنیم که این روش جوشکاری از نظر تکنولوژی بسیار پیشرفته و از نظر اجرایی خیلی خشن است.
به همین دلیل تعداد شرکت های تخصصی محدودی در دنیا هستند که
از روش انفجاری برای جوشکاری استفاده می کنند.
همان طور که می دانید انواع روش های جوشکاری در دو دسته حالت جامد و ذوبی طبقه بندی می شوند.
جوشکاری انفجاری در دسته حالت جامد قرار می گیرد؛
به این معنی که فرآیند اتصال قطعات فلزی بدون تغییر فاز آن ها صورت می گیرد.
در روش انفجاری، از اصل ادغام برای برقراری اتصال دائمی بین دو قطعه فلزی استفاده می شود.
به این معنی که در محل اتصال دو قطعه فلزی با استفاده از مواد شیمیایی انفجار ایجاد می شود.
از جمله خصوصیات انفجار می توان به پرتاب ذرات با سرعت بسیار زیاد و همچنین ایجاد حرارت شدید اشاره کرد.
در اثر انفجار ذرات با انرژی جنبشی بسیار زیاد به سمت قطعات پرتاب شده و به آن ها ضربه وارد می کنند.
به این ترتیب اتصال بین قطعات صورت می گیرد.
2# جوشکاری انفجاری چگونه اجرا می شود؟
در این جا لازم است که روش اجرای جوش انفجاری را بررسی کنیم.
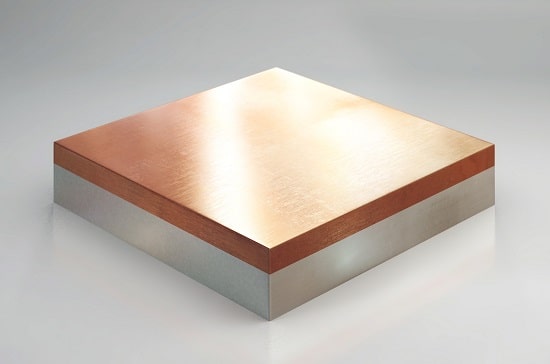
از این روش جوشکاری برای اتصال صفحات فلزی استفاده می شود.
یکی از صفحات فلزی به عنوان فلز پایه شناخته می شود که
در موقعیت جوشکاری ثابت نگه داشته می شود.
صفحه فلزی دیگر که فلز روکش نام دارد، روی فلز پایه قرار می گیرد و کاملا آزاد است.
فاصله ای به عنوان گپ (Gap) بین این دو صفحه ایجاد می شود که مولکول های هوا آن را پر می کنند.
خوشبختانه بر خلاف بسیاری دیگر از روش های جوشکاری، به آماده سازی سطوح قطعات فلزی قبل از جوشکاری انفجاری نیازی نیست.
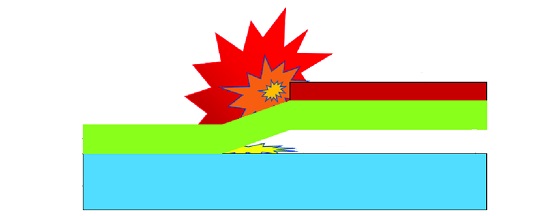
مواد شیمیایی منفجره روی فلز روکش قرار می گیرند.
سپس عملیات انفجار صورت می گیرد.
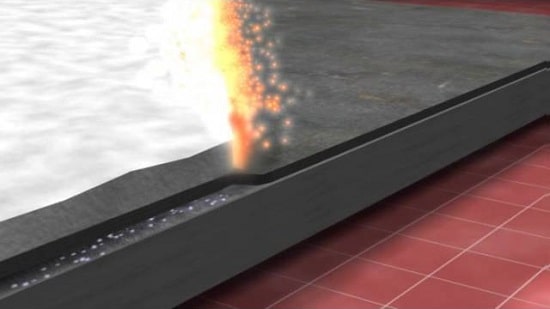
با رخ دادن انفجار، ذرات منفجره با سرعت و شدت زیاد به سمت فلز روکش پرتاب می شوند.
به این ترتیب فلز روکش با سرعت زیاد به فلز پایه تماس پیدا می کند.
شدت تماس این صفحه به گونه ای است که مولکول های این دو قطعه به یکدیگر متصل می شوند.
به این ترتیب عملا دو صفحه به یکدیگر جوش داده می شوند.

3# فاکتورهای موثر در کیفیت جوش انفجاری
همان طور که مشاهده کردید، جوش انفجاری به دو عامل اصلی سرعت و شدت ضربه ناشی از انفجار بستگی دارد.
برای این که در جوشکاری انفجاری بتوان به نتیجه مطلوب رسید،
باید مواد منفجره و میزان آن ها با توجه به نوع فلز پایه و روکش انتخاب شوند.
همچنین ضخامت صفحات فلزی نیز در میزان استفاده از مواد منفجره برای اتصال ضروری است.
اگر مواد منفجره بیش از حد مجاز مورد استفاده قرار بگیرند،
قطعا فلز روکش آسیب می بیند و خواص مکانیکی آن به شدت تضعیف می شود.
نکته مهم بعدی این است که ابعاد صفحه روکش باید در مقایسه با صفحه پایه کوچک تر باشد تا فرآیند اتصال به صورت کامل اتفاق بیفتد.
4# کاربرد جوشکاری انفجاری
صنعتگران صرفا در مواقعی به سراغ جوش انفجاری می روند که سایر روش های جوشکاری قابل استفاده نباشند.
واقعیت این است که به طور کلی حفظ خواص مکانیکی و شیمیایی قطعات در حین جوشکاری خیلی مهم است.
در برخی از موارد به دلیل حساسیت کاربردها، اهمیت این موضوع دو چندان می شود.
تجربه نشان داده است که در بین روش های مختلف، جوشکاری انفجاری کمترین میزان تغییر را در خواص مکانیکی و شمیایی قطعات به همراه دارد.
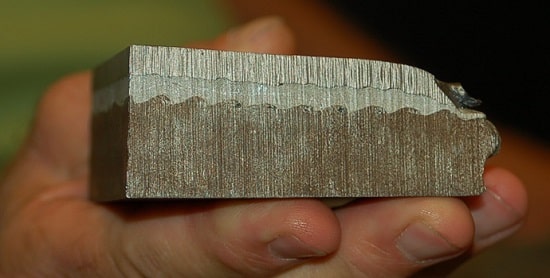
نکته مهم دیگر این است که معمولا جوشکاری انفجاری برای اتصال فلزات غیر هم جنس استفاده می شود.
همچنین به دلیل این که جوشکاری در حالت جامد صورت می گیرد،
می توان فلزات با نقاط ذوب مختلف را به کمک این روش به یکدیگر متصل کرد.
تاکنون بیش از 260 ترکیب فلزی از جمله آلومینیوم، مس، برنز، تیتانیوم، نیکل و… با استفاده از این روش جوشکاری به یکدیگر متصل شده اند.
از جمله کاربردهای این روش جوشکاری می توان به موارد زیر اشاره کرد:
- پوشش دهی لوله های فلزی
- ساخت بدنه کشتی
- طراحی مبدل های حرارتی
- ساخت مخازن تحت فشار با ظرفیت بالا
5# مزایا و معایب جوش انفجاری
به طور خلاصه جوش انفجاری مزایای قابل توجهی دارد که از آن جمله می توان به موارد زیر اشاره کرد:
- سرعت اجرای بالا به خصوص برای جوشکاری صفحات با مساحت زیاد
- حفظ خواص مکانیکی و شیمیایی فلزات
- امکان اتصال فلزات غیر هم جنس
- امکان اتصال فلزات با نقطه ذوب مختلف
- بدون تشکیل سرباره در محل اتصال قطعات (جوشکاری تمیز)
البته نباید فراموش کنید که جوشکاری انفجاری با محدودیت ها و ایرادهایی نیز همراه است.
مهم ترین نکته دستیابی به میزان مواد منفجره مناسب با توجه به نوع قطعات فلزی است.
نکته مهم دیگر رعایت اصول ایمنی در حین جوشکاری انفجاری است.
حتما باید جوشکاری در محیط امن صورت بگیرد تا در اثر انفجار خسارت های مالی و جانی ایجاد نشود.
محدودیت بعدی این است که فلز روکش از نظر ابعاد باید کوچک تر از فلز پایه باشد.
در پایان باید اشاره کنیم که جوشکاری انفجاری با سر و صدای زیادی همراه است و
این موضوع حتما در احداث کارگاه های جوشکاری باید لحاظ شود.
 |
درباره نویسنده : امیرحسین شریفی
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.
