
دستورالعمل جوشکاری یکی از مهم ترین مراحل قبل از شروع عملیات جوشکاری می باشد.
حتما شما هم قبول دارید که انحراف از این دستورات می تواند باعث نقص در جوش نهایی شود.
برای آشنایی با روش های تدوین WPS در این مقاله همراه ما باشید.
1# دستورالعمل جوشکاری (WPS) چیست؟
دستورالعمل جوشکاری یا welding procedure specification به نوعی شرایط لازم برای شروع جوشکاری را مشخص می کند.
در استاندارد های متفاوت ممکن است تعاریف مختلفی داشته باشد ولی
در نهایت همه آن ها جزئیات فرآیند جوشکاری قطعه مورد نظر را مشخص می کنند.
برای مثال در استاندارد ASME،بخش WPS مدرکی است که
حداقل الزامات کد را برای راهنمایی انجام جوشکاری بیان می کند.
در حقیقت یک WPS، از قبل مقادیر و محدوده تغییرات پارامترهای موثر در جوشکاری را مشخص کرده و
مشخصات مواد و متریال مورد جوش را نیز دارد.
2# نمونه فرم خام دستورالعمل جوشکاری
فرم های مختلفی برای نوشتن یک WPS وجود دارد که بر اساس استاندارد های مختلف رایج دنیا نوشته می شوند.
این استاندارد ها و فرم ها موارد مشترک زیادی دارند و
هر کدام با تغییرات جزئی نسبت به سایر فرم ها تدوین و سپس تکمیل می شوند.
ممکن است در برخی استاندارد ها سختگیری های بیشتری وجود داشته باشد و
در برخی مانند استاندارد ASME SEC IX (قسمت 9 استاندارد ASME) کمتر باشد.
به همین دلیل استاندارد ASME رایج ترین استاندارد بین المللی می باشد که
در ایران هم برای تکمیل فرم خام WPS استفاده می شود.
اما باید توجه داشت که علاوه بر WPS، فرم WQT یا WPQ که مربوط به تست جوشکار (اپراتور جوشکاری) می باشد نیز قبل از تائید شروع عملیات جوشکاری باید تکمیل شود.
استاندارد ASME در این آزمون (WQT) سختگیری های لازم را انجام می دهد.
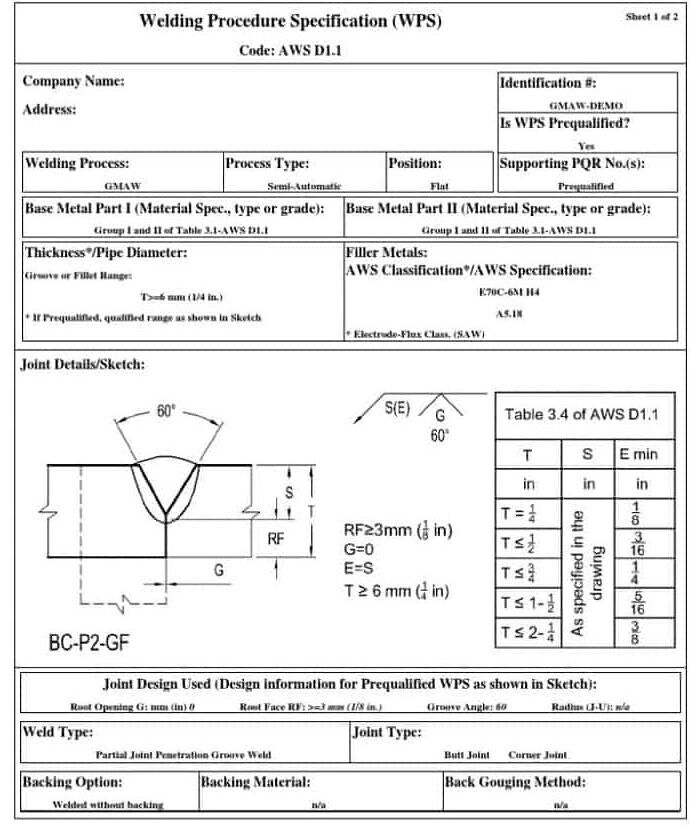
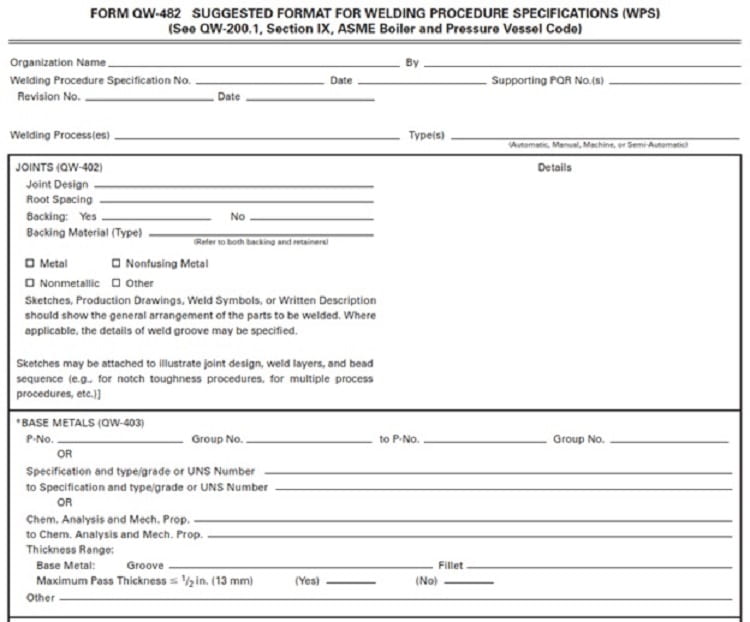
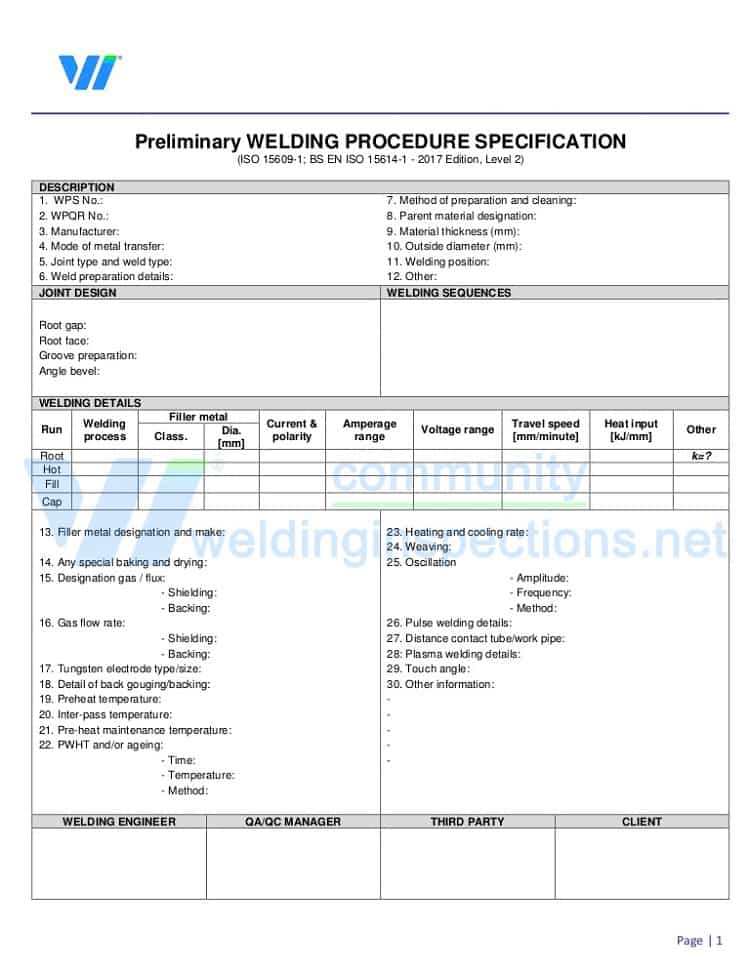
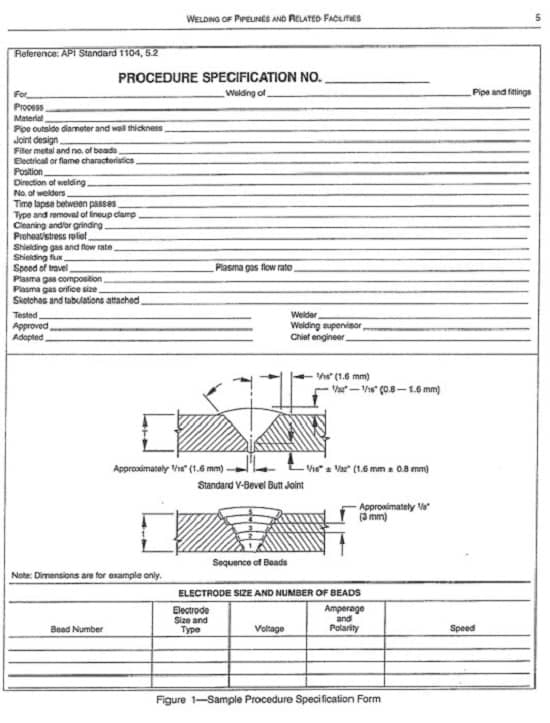
در شکل های زیر چند نمونه از فرم خام دستورالعمل جوشکاری بر اساس استاندارد های رایج را مشاهده می کنید.
- فرم استاندارد AWS D1.1
- نمونه فرم خام بخش 9 استاندارد ASME
- فرم استاندارد ISO 15614
- نمونه فرم استاندارد API 1104
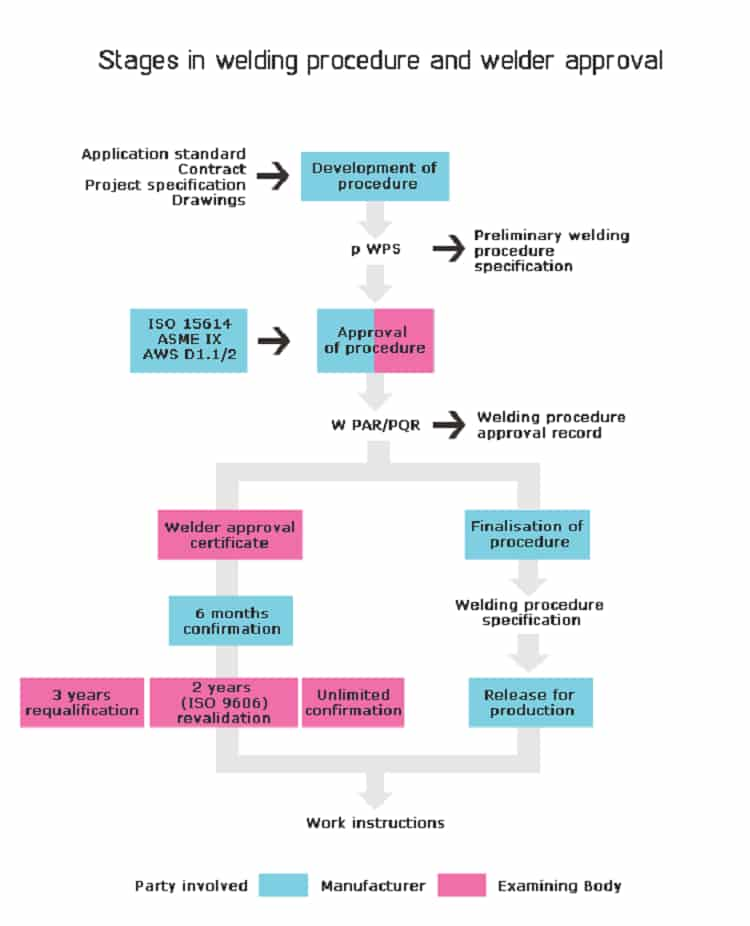
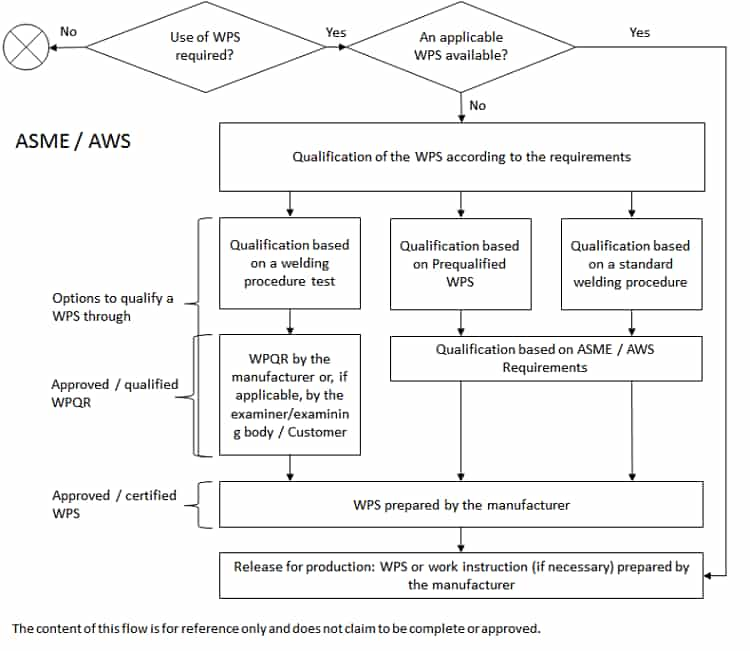
3# نحوه تهیه دستورالعمل جوشکاری
همانطور که در شکل های بالا مشاهده کردید اکثر فرم های WPS که بر اساس استاندارد های مختلف تدوین می شوند شامل پارامترهایی هستند که
تک تک این موارد باید با دقت تکمیل شوند.
این موارد بر اساس بازه و محدوده ای که طراح و مهندس جوش تشخیص می دهد تکمیل می شوند؛
اما نکته ای که اهمیت دارد این است که شاخص همه این مقادیر نسخه PQR ضمیمه شده به دستورالعمل می باشد.
چون مقادیر درج شده در PQR بر اساس تائید آزمایشگاه به دست آمده اند.
4# پارامترها و متغیرهای دستورالعمل جوشکاری
با وجود اینکه اکثر فرم هایی که در بالا مشاهده کردید اشتراکات زیادی دارند ولی
در ادامه متغیرهای این د را بر اساس بخش 9 استاندارد ASME معرفی می کنیم.
1-4# نام شرکت (Company Name)
در این قسمت نام شرکتی که فرم WPS را کامل می کند نوشته می شود.
چون در چند جای دیگر نیز شاید نیاز به ثبت نام شرکت باشد، ترجیحا بهتر است که مخفف نام شرکت نوشته شود .
2-4# نام تهیه کننده (By)
به دلیل اهمیت مدرک WPS و اینکه در مراحل بعدی ممکن است بازنگری و تایید شود نام تهیه کننده نیز درج می شود.
3-4# شماره WPS
روش خاصی برای شماره گذاری WPS قید نشده است.
ولی به دلیل اینکه ممکن است در یک پروژه چند WPS نوشته شود، مهم این است که هر WPS یک شماره منحصر به فرد داشته باشد.
4-4# تاریخ تنظیم دستورالعمل جوشکاری
تاریخ دقیق تنظیم فرم WPS باید ثبت شود.
5-4# شماره بازبینی (Revision)
معمولا پس از نوشتن و تنظیم WPS ممکن است به علت نظرات مشاور پروژه و یا دلایل دیگر تغییراتی در WPS ایجاد شود که
نیاز به بازنگری مجدد داشته باشد.
پس از هر بار باز بینی شماره بازبینی افزایش میابد.
6-4# تاریخ بازبینی (Revision Date)
در صورت بازبینی مجدد این دستورات تاریخ آن باید ثبت گردد.
7-4# شماره های PQR
چون ممکن است که برای یک WPS چند بار تست انجام شود و
در نتیجه چند فرم PQR ضمیمه شود باید همه آن ها شماره منحصر به فرد خود را داشته باشند.
8-4# فرآیند های مورد استفاده برای جوشکاری (Welding Processes)
مرحله اول: بررسی ویژگی هایی که اتصال نیاز دارد
در این مرحله باید موقعیت و جهت جوشکاری، اندازه اتصال جوش و ضخامت فلز پایه (Base Metal) بررسی شوند.
مرحله دوم: مطابقت نیازمندی های اتصال با فرآیندهای جوشکاری
معمولا اکثر سازنده های اینورتر های جوشکاری درون کاتالوگ دستگاه خود، اطلاعات توانایی های دستگاه جوش را ارائه می دهند.
در این مرحله با توجه به تناسب ویژگی های دستگاه و فرآیندهای جوش مورد نظر، باید یک یا چند فرآیند بر اساس نیازمندی های اتصال جوش انتخاب شوند.
مرحله سوم: تهیه فهرست مطابقت توانایی فرآیندهای انتخاب شده با شرایط کاری خاص
گاهی اوقات بر حسب ایجاد شرایطی خاص در محیط کارگاه، برخی فرآیندها باید حذف شوند.
باید لیستی از پارامتر های خاصی که موجب این اتفاق می شوند تهیه کرد و همه آن ها را بررسی نمود.
مرحله چهارم: بازنگری فرآیند با کاتالوگ اینورتر برای تائید قابلیت آن
در این مرحله باید با همکاری نماینده سازنده دستگاه جوش یا اینورتر ویژگی های مورد نیاز بازنگری شده و
فهرستی از آن ها تهیه شود تا از توانایی دستگاه اطمینان حاصل شود.
برخی از فرآیند های جوشکاری را در زیر نام میبریم.
SMAW: جوش کاری قوسی با الکترود روکشدار
GMAW: جوشکاری قوسی با گاز محافظ
GTAW: جوشکاری با الکترود تنگستن و گاز خنثی
9-4# نحوه فرآیند عملیات جوشکاری (Type)
یک فرآیند جوشکاری به 4 روش اصلی زیر می تواند انجام شود:
- ماشینی
- اتوماتیک
- نیمه اتوماتیک (Semi Automatic)
- دستی (Manual)
10-4# طرح اتصال جوش (Joint Design)
منظور از طرح اتصال نحوه قرار گرفتن قطعات برای جوش کاری می باشد.
نام های 5 مدل اصلی طرح اتصال را ملاحظه میکنید.
- روی هم (Lap Joint)
- سپری (T Joint)
- سر به سر (But Joint)
- لبه ای (Edge Joint)
- گوشه ای (Corner Joint)
دارا بودن یا نبودن Backing
بنا به شرایط طراحی و به دلایل مختلفی مانند عدم ریزش مذاب جوش، جلوگیری از اکسید شدن جوش و … از مواد مختلفی مانند تسمه فلزی یا محافظ جریان گاز به عنوان پشت بند جوش (Backing) استفاده می کنند.
در صورت تائید استفاده از پشت بند انتخاب نوع جنس آن اهمیت زیادی دارد.
11-4# شرایط جنس فلزات پایه (base metal)
یکی از مهمترین مطالبی که در دستورالعمل جوشکاری باید ذکر شود نوع و آنالیز شیمیایی فلز مورد جوشکاری می باشد.
اهمیت انتخاب جنس فلزات پایه جوشکاری به دلیل تاثیر آن در دیگر پارامترهای دستورالعمل جوشکاری مانند عملیات حرارتی (قبل و بعد از جوشکاری)، انتخاب الکترود و تکنیک های جوشکاری می باشد.
عواملی مانند شماره گروه P (تقسیم بندی کلی فلزات پایه)، G-No. ها (ترکیب آلیاژ و خواص مکانیکی)، محدوده قطر لوله، ضخامت قطر لوله و… در انتخاب فلزات پایه جوشکاری تاثیرگذار هستند.
12-4# فلزات پرکننده (الکترود یا Filler Metal)
برای اتصال دو فلز باید از فلز واسطه به عنوان پرکننده استفاده شود.
در استاندارد های مختلف جداولی برای انتخاب فلز پر کننده تدوین شده است که
در استاندارد ASME مشخصات زیر درون جداول آمده است:
- F No.
- A No.
- Class No.
- اندازه الکترود
- Spec No.
- محدوده ضخامت فلز جوش
مشخصات دیگری هم برای انتخاب الکترود و فلز پر کننده مانند نام تجاری و کلاس فلاکس می توان در نظر گرفت.
13-4# درج موقعیت جوشکاری (Position)
موقعیت های جوشکاری به 4 گروه اصلی زیر تقسیم می شوند
- تخت (Flat)
- افقی (Horizontal)
- عمودی (Vertical)
- سقفی (Overhead)
موقعیت تخت ساده ترین موقعیت جوشکاری می باشد.
در موقعیت عمودی جهت پیشروی اهمیت پیدا می کند که
ممکن است از بالا به پایین و یا بر عکس تعیین شود و درون WPS درج شود.
14-4# عملیات حرارتی
عملیات حرارتی هم می تواند قبل (Pre Heat) از عملیات جوشکاری انجام شود و
هم پس (Post Weld Heat Treatment) از جوش و در صورت لزوم هر دو انجام شود.
عملیات حرارتی قبل از جوشکاری جهت کاهش سرعت سرد شدن جوش می باشد.
عملیات حرارتی پس از جوشکاری جهت رفع تنش های پسماند (تغییرات متالوژیکی) می باشد.
 |
15-4# گاز محافظ
حفاظت از حوضچه مذاب در مقابل آلودگی های اتمسفر یکی از وظایف اصلی گاز محافظ می باشد.
شرایط اصلی گاز که نوع آن و نرخ جریان گاز می باشند بر اساس جدول های استاندارد تعیین می شوند.
16-4# مشخصات الکتریکی (Electrical Characteristics)
تغییرات جریان الکتریکی باعث تغییر در حرارت ورودی جوش می شود که
در نهایت روی کیفیت جوش اثر می گذارد.
اصلی ترین مشخصات الکتریکی که باید در این دستورالعمل ها قید شود 4 مورد زیر است:
- نوع جریان (DC/AC)
- قطبیت
- ولتاژ
- شدت جریان
17-4# نگارش نکات تکنیکی در دستور العمل جوشکاری
یکی از مهترین نکات تکنیکی نحوه حرکت الکترود و چند پاسه انجام دادن جوشکاری می باشد.
همچنین تمیزکاری مقاطع و سرباره قبل و بعد از جوشکاری نیز میتواند کیفیت جوش را بالاتر ببرد.
5# تعریف انواع متغیر های دستورالعمل جوشکاری
متغیر های WPS به سه گروه اصلی تقسیم می شوند و
هر کدام از این دسته بندی ها وابستگی زیادی به تست ضربه و ضمیمه PQR دارند.
1-5# متغیر های ضروری (اساسی)
در صورت تغییر این متغیر ها باید یک دستورالعمل جدید نوشته شود مانند متریال، فرآیند جوشکاری، عملیات حرارتی و…
2-5# متغیرهای ضروری تکمیلی
در صورتی که الزامات تست ضربه و ضمیمه PQR فراهم شود این متغیر ها حالت اساسی پیدا کرده و
همان شرایط متغیرهای اساسی را خواهند داشت.
3-5# متغیرهای غیر ضروری (اساسی)
هرگونه تغییر متغییر نیازمند ذکر شدن در این دستورات نمی باشد.
در این مقاله با فرم خام دستورالعمل جوشکاری در استاندارد های مختلف آشنا شدیم و انواع متغیر ها و پارامترهای آن را را شناختیم.
درباره نویسنده : مبین صفی خانی
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.

سلام مقاله را خوندم وخیلی جامع و کاملبود
فقط ای کاش به معرفی ابزار و تامین کنندگان هم اشاره میکردید
یکی از مشکلات ما تامین ابزار درست و استاندارد هست .
سلام جناب محمودی گرامی
سپاس از محبت و لطف شما
با توجه به اینکه مؤسسه آموزشگاهی هستیم، اهداف مون از مقالات این هست که بتونیم آشنایی اولیه و مفهومی با موضوعات صنعتی برای مخاطب ها ایجاد کنیم
به همین علت اشاره به تامین کنندگان محترم برای ما مقدور نیست
موفق باشید
نمونه wps فرم پر شده لوله به لوله رو برایم بفرستید
بر اساس aws d1.1
سلام همراه گرامی
ما مؤسسه آموزشگاهی هستیم و مقالات سایت در سطح توضیحات اولیه برای آشنایی با مفاهیم هستند و نمونه های آماده این فرم رو نداریم
موفق باشید