
هنگامی که فرآیند تولید یک ماشین بررسی می شود یکی از پرتکرارترین فعالیت ها قلاویز کاری است.
قلاویز کاری یکی از روش های کاربردی برای رزوه زنی می باشد.
در این مقاله به بررسی و معرفی این فرآیند در روند ساخت یک قطعه، انواع و نکات مهم مربوط به آن می پردازیم.
با ما همراه باشید.
۱- مفهوم قلاویز کاری
به ایجاد رزوه در یک سوراخ قلاویز کاری (Internal Threading) می گویند.
برای قلاویزکاری یک سوراخ با قطر مشخص بر روی قطعه ایجاد شده و سپس به صورت دستی یا ماشینی دنده های رزوه در آن سوراخ ایجاد می شوند.
با حرکت ابزاری به نام مته قلاویز درون سوراخ قطعه شیارهای رزوه مطابق شکل زیر به وجود می آیند.
رزوه ها به صورت مارپیچی داخل سوراخ شکل می گیرند تا پیچ مناسب داخل آن بسته شود.

۲- انواع قلاویز کاری
به طور کلی قلاویزها به دو دسته زیر تقسیم می شوند:
- قلاویز دستی
قلاویزهای دستی از یک سری سه تایی مته قلاویز تشکیل شده اند.
این مته ها از شماره 1 تا 3 هستند و هرکدام عمق معینی از دنده را ایجاد می کنند.
مته قلاویز 1 عمق زیادی را دنده می زند؛ با افزایش شماره مته، عمق شیارها کاهش می یابد.
سه مته قلاویز دستی عبارت اند از:
- پیش رو
- میان رو
- پس رو
در این نوع از رزوه زدن از یک ابزار به نام دسته قلاویز برای هدایت مته به داخل سوراخ ها استفاده می شود.
دسته قلاویز انواعی دارد که بسته به محل سوراخ از هر کدام استفاده می شود.
درصد براده برداری از مته قلاویز پیش رو تا پس رو به ترتیب برابر %50، %30 و %20 است.
استفاده از مته قلاویز در قطعاتی مانند آهن و فولاد نیاز به استفاده همزمان از روغن مخصوص دارد.

- قلاویز ماشینی
فرآیند قلاویز کاری ماشینی برخلاف نوع دستی در یک مرحله انجام می شود و با استفاده از یک مته قلاویز که دنده های مخروطی بر روی سطح آن به وجود آمده است رزوه زدن روی قطعه تکمیل می شود.
فرآیند ماشینی معمولا بر روی دستگاه تراش انجام می شود.

در قلاویز کاری ماشینی روش دیگری نیز وجود دارد که نیاز به مهارت تراشکار دارد.
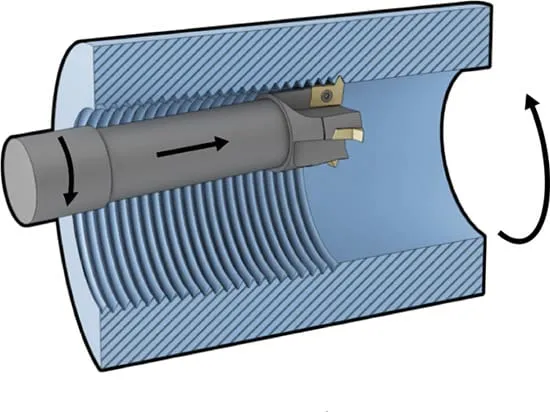
این روش با استفاده از دستگاه تراش انجام می شود که به آن دنده زنی داخلی یا پیچ تراشی می گویند.
در تصویر زیر فلش های روی ابزار تراش نشان دهنده جهت رزوه زنی و جهت حرکت ابزار داخل سوراخ هستند و جهت حرکت قطعه روی دستگاه تراش نیز با فلش بزرگ مشخص شده است.
۳- مراحل قلاویز کاری دستی و ماشینی
- فرآیند انجام قلاویز کاری دستی مطابق زیر است:
- ابتدا سوراخ با قطر مناسب بر روی قطعه ایجاد می شود. این سوراخ ابعاد استانداردی دارد؛ مثلا اگر از قلاویز M10 (پیچ 10) استفاده می شود، باید سوراخی به قطر 8.5 میلی متر روی قطعه ایجاد شود. به طور کلی اندازه قطر سوراخ باید کوچک تر از قطر مته قلاویز باشد.
- سطح روی سوراخ با استفاده از یک مته بزرگ تر هموار می شود.
- با استفاده از دسته قلاویز به ترتیب شماره مته ها در داخل سوراخ دنده می زنند.
- در هر مرحله با استفاده از روغن عمل براده برداری را تسهیل می کنند.
نکته مهم این است که طول رزوه های ایجاد شده استاندارد خاصی ندارد و با توجه به نیاز قطعه، عمق سوراخ و طول رزوه تعیین می شوند.

- روش کار قلاویز کاری ماشینی هم به این صورت است که مته قلاویز روی مته مرغک دستگاه تراش بسته می شود و با روشن کردن دستگاه تراش مته قلاویز ماشینی به داخل سوراخ قطعه حرکت داده می شود.

۴- اجزای یک مته قلاویز
یک مته قلاویز از بخش های مختلفی تشکیل شده است.
شناخت این بخش ها کمک می کند که در طی فرآیند قلاویز کاری بتوان از استانداردها استفاده بهتری کرد و قلاویز کاری را با دقت بالاتری انجام داد.
بخش های مختلف یک مته قلاویز به شرح زیر هستند:
- طول مته قلاویز: ابتدای لبه دنده ها تا انتهای مته را طول مته قلاویز می گویند.
- طول دندانه مته قلاویز: طول بخش دنده های موجود بر روی یک مته قلاویز را طول دندانه می گویند.
- لبه بنده: سطح زاویه داری است که روی ابتدایی ترین نقطه مته قلاویز و روی لبه سوراخ قرار می گیرد و باعث عمود بودن مته قلاویز در هنگام شروع قلاویز کاری می شود که یکی از نکات بسیار اثرگذار بر کیفیت قلاویز کاری است.
- شیار قلاویز: فاصله بین دندانه های مته قلاویز را گویند.
- آچارخور: در قسمت بالای مته قلاویز برای قرار گرفتن مته و انجام فرآیند قلاویز کاری تعبیه شده است.

۵- انواع دسته قلاویز
دسته قلاویز ابزاری است که برای چرخاندن و هدایت مته به داخل سوراخ قطعات استفاده می شود و در سه نوع زیر وجود دارد:
- دسته قلاویز جغجغه ای
معمولا برای قلاویز کاری قطعات بزرگ به کار می رود که فضای کافی برای چرخاندن دسته قلاویز در آن ها وجود دارد.
در این دسته قلاویز ها می توان نیروی بیشتری را به مته قلاویز وارد کرد.

- دسته قلاویز T شکل
معمولا برای قلاویز کاری قطعات ریز که فضای محدود و کم برای چرخاندن دست و آچار در آن ها وجود دارد، به کار می رود.

- دسته قلاویز برقی
شباهت زیادی به دستگاه دریل دارد و با توجه به استفاده از نیروی برق سرعت و دقت بالاتری در فرآیند قلاویز کاری با این ابزار به وجود می آید.

۶- کاربرد قلاویز کاری
کاربرد اصلی این فرآیند اتصال دو قطعه از طریق پیچ به یکدیگر است.
در طراحی ماشین آلات زمانی که لازم است دو قطعه به یکدیگر اتصال غیردائم پیدا کنند، از پیچ استفاده می شود.
مقطعی که پیچ داخل آن قرار می گیرد از طریق رزوه زدن حاصل می شود؛ بنابراین با رزوه زدن می توان یک محل اتصال غیردائم ایجاد کرد که باز کردن قطعات در هر زمانی ساده می باشد و آسیبی به هیچ یک از آن ها وارد نخواهد شد.

