
سنبه ماتریس یک فرآیند شکل دهی سرد است و از گرما در قالب ها و ورق های فلزی به هیچ عنوان استفاده نمی شود.
وجود اصطکاک بالا در زمان شکل دهی و برش فلز سبب می شود تا ورق فلزی که اکنون دیگر شکل خاص خود را پیدا کرده، بسیار داغ شود.
در این مقاله به معرفی سنبه ماتریس، انواع قالب سنبه ماتریس، عملیات برش توسط قالب های سنبه ماتریس، کاربردها، مزایا و معایب قالب های سنبه ماتریس خواهیم پرداخت.
با ما همراه باشید.
1# سنبه ماتریس چیست؟
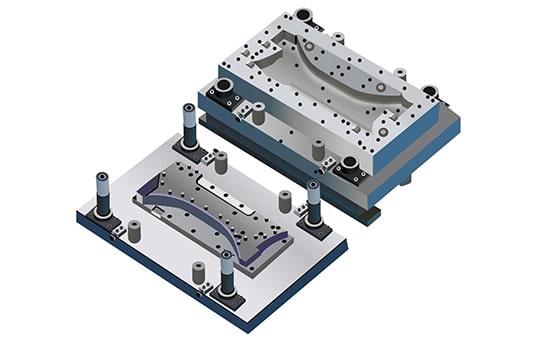
قالب سنبه ماتریس یک ابزار دقیق و منحصر به فرد است که برای برش ورق فلز و شکل دهی به آن مورد استفاده قرار می گیرد.
این قالب از اجزای زیر تشکیل شده است:
- سنبه: به عنوان بخش نری (male) قالب است که به قطعه کار نیرو وارد کرده و سبب تغییر شکل در آن می شود.
- صفحه سنبه: ویژگی های سنبه را به رم (ram) متصل کرده و به آن اجازه حرکت می دهد.
- استریپر (stripper): برای جدا کردن سنبه از قطعه کار پس از هر ضربه استفاده می شود.
- صفحه پشتیبان: برای توزیع فشار به صورت یکنواخت بر سنبه به کار می رود.
- ماتریس: شبیه به قالب است و دارای فرورفتگی ها و حفره هایی است تا به همراه سنبه شکل مورد نظر را با فشاری که پرس بر قطعه فلزی ایجاد می کند، به وجود آورد.
ماتریس بخش مادگی (female) دستگاه است. - نگهدارنده قالب: برای پشتیبانی از ماتریس است و به کفشک پایینی یا بالایی قالب متصل می شود.
این نگهدارنده ها توسط یک صفحه تقویت کننده، محافظت می شوند. - پین های راهنما: برای تراز کردن دقیق بخش های بالایی یا پایینی قالب بسیار ضروری هستند.
سنبه و ماتریس از فولاد سخت و مخصوص ساخته شده اند که به آن فولاد ابزار (tool steel) نیز می گویند.
البته می توان در تولید این بخش ها از سایر مواد مقاوم در برابر سایش، همچون کاربید نیز استفاده کرد.
قالب های سنبه ماتریس براساس کاربردی که دارند در اندازه های مختلفی ساخته می شوند و
از اندازه یک کف دست گرفته تا مساحتی به اندازه 3 در 6 متر مربع نیز تولید می شوند.
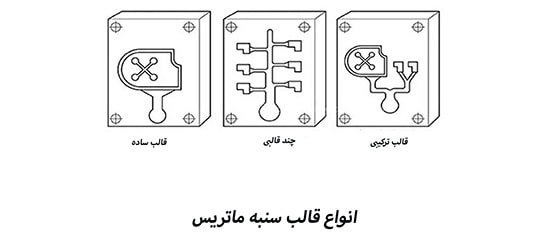
2# انواع قالب سنبه ماتریس
اصطلاحات مختلفی برای دسته بندی قالب ها وجود دارد.
به طور کلی دو نوع قالب وجود دارد یکی برای برش فلز که طی آن مواد فلزی بریده یا حذف می شوند و دیگری برای شکل دهی به کار می رود که در این بخش هیچ بخشی از فلز حذف نخواهد شد.
بهترین دسته بندی انواع قالب ها براساس نوع ضربه ای است که در طول فرآیند ساخت و پرداخت فلز به آن وارد می شود و به شرح زیر است:
1-2# قالب ساده
این قالب ها تنها امکان ایجاد یک شکل یا برش را دارند.
استفاده از این قالب ها گرچه مقرون به صرفه است؛
اما برای عملیات پیچیده که نیاز به چندین عملیات شکل دهی دارد، کارآمد نیست.
2-2# قالب ترکیبی
این قالب می تواند با یک ضربه چندین عملیات اعم از برش یا شکل دهی را انجام دهد.
این نوع قالب ممکن است سرعت کار را به علت سرعت کمی که هنگام ضربه زدن دارد، کاهش دهد؛
اما در روند ساخت ابزارها کارآمدتر عمل کرده و امکان اشتباه را کاهش می دهد.
این قالب ها به نسبت قالب های پیشرونده مقرون به صرفه تر هستند.
3-2# قالب پیشرونده
یکی از کاراترین قالب ها برای انجام چند عملیات بر روی یک قطعه فلزی هستند.
قالب زنی به صورت همزمان انجام نمی شود؛ بلکه هر عملیاتی در ایستگاه مخصوص به خود صورت می گیرد.
نحوه کارکرد این قالب ها به شکلی است که قطعه فلزی توسط مکانیزم تغذیه به صورت مداوم به داخل قالب کشیده می شود.
بدین ترتیب در هر ایستگاه و با هر ضربه چندین عملیات برش دهی و شکل دهی حتی در بخش های خام ماده اعمال شده و آن را به قطعات تصفیه شده تبدیل می کند.
4-2# قالب انتقال
ساختار این قالب ها بیشتر شبیه قالب های پیشرونده است و در هر ضربه چند عملیات انجام می شود؛
اما در قالب انتقال از قطعات از پیش بریده استفاده می شود و به جای استفاده از یک مکانیزم تغذیه که فلزها را به مرحله بعد منتقل کند، انتقال فلزها به صورت مکانیکی انجام می شود.
برای انتقال فلزها بیشتر از یک تسمه نقاله استفاده می شود.
قالب های انتقال به نسبت قالب های پیشرونده، راندمان و کارایی بالاتری دارند و بیشتر برای قطعات بزرگ تر و عملیات پیچیده تر استفاده می شوند.
5-2# چند قالبی
پرس قالبی چندگانه یا چند رشته ای، برای انجام چندین عملیات به صورت همزمان به کار می رود.
برای این کار چندین قالب یکسان به یک بخش کنترل گر متصل شده و اجازه انجام عملیات به صورت همزمان و هماهنگ به دستگاه داده می شود.
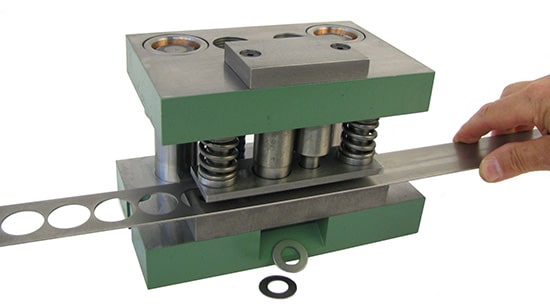
3# عملیات برش قالب های سنبه ماتریس

بیشترین عملیاتی که در قالب های سنبه ماتریس انجام می شود، برش دادن است.
برای برش فلزها آن ها را مابین دو بخش سنبه و ماتریس که از جنس فولاد ابزار است با یک شکاف کوچک بین آن ها (که به آن فاصله برش می گویند) قرار می دهند.
فاصله برش بسته به نوع برشی که ایجاد می شود، ویژگی های فلز و شکل لبه قطعه کار متفاوت خواهد بود.
فاصله برش معمولاً برحسب ضخامت فلزی که در آن قرار داده شده، محاسبه می شود.
این فاصله در حدود 10% ضخامت هر فلز است.
برای برش فلز به نیروی زیادی نیاز است و این حجم از فشار، به قالب سنبه ماتریس، شوک قابل توجهی وارد می کند.
در بیشتر عملیات برش، فلز تا مرز شکستن تحت فشار قرار می گیرد.
این موضوع سبب به وجود آمدن یک نوار براق در لبه فلز شده که به آن نوار برش یا منطقه شکست گفته می شود.
عملیات برش به شکل های گوناگون و برای اهداف مختلفی انجام می شود.
بعضی از این عملیات به صورت زیر هستند:
1-3# پیرایش
بخش بیرونی ورق فلزی مسطح یا قسمت شکل گرفته فلز بریده می شود تا امکان شکل دهی به قطعه مورد نظر، وجود داشته باشد.
مواد زائد حاصل از این عملیات به عنوان مواد اضافه دور ریخته می شوند.
2-3# بریدگی
بریدگی معمولاً توسط قالب های پیشرونده انجام می شود.
در این فرآیند بخش های بیرونی نوار فلزی برای ایجاد شکلی خاص برش داده می شوند.
3-3# بلنکینگ (خالی کردن)
بلنکینگ (Blanking) یک عملیات برش دو منظوره و در مقیاس بزرگ است.
در این عملیات به فلز ضربه سنگینی وارد شده و شکل مورد نظر در ورق فلزی ایجاد می شود.
قطعات فلزی که در اثر این ضربه از ورق فلز جدا می شود را بلنک (blank) می گویند.
بلنک قطعه ای فلزی است که بعداً می توان برش داد یا آن را به شکل خاصی درآورد.
4-3# سوراخ کردن
در این عملیات یک سوراخ گرد، مربع یا هر شکل دیگری در بخشی از ورق فلزی مسطح ایجاد می شود.
تفاوت سوراخ کردن با بلنکینگ در این است که در بلنکینگ از قطعه فلزی بلنک مجدداً استفاده می شود در حالی که در سوراخ کردن، قطعه جدا شده از فلز دور ریخته می شود. (قسمتی که سوراخ را ایجاد می کند، سنبه می نامند.)
5-3# لنسینگ
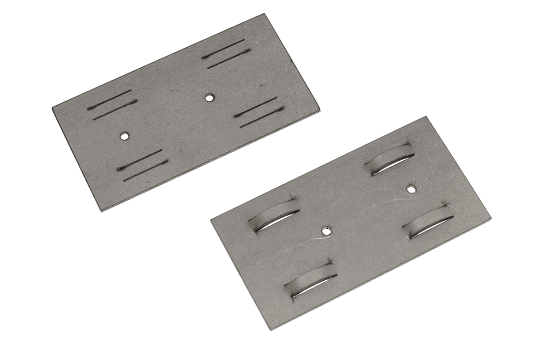
لنسینگ (Lancing) فرآیند ایجاد برش در فلز است به گونه ای که بخش مورد نظر از سطح فلز جدا نشود.
این عملیات بیشتر در قالب های پیشرونده انجام می شود.
هدف از این کار تولید یک قطعه حامل به نام تار انعطاف پذیر یا کششی است.
6-3# برش زدن
برش فلز در امتداد یک خط مستقیم که بیشتر برای ایجاد یک فضای مربع یا مستطیل شکل است.
4# کاربردهای قالب سنبه ماتریس

قالب های سنبه ماتریس کاربردهای فراوانی دارند.
از جمله آن ها می توان به موارد زیر اشاره کرد:
- صنایع خودروسازی
- ساخت لوازم خانگی
- تجهیزات پزشکی
- صنعت کشاورزی
- ساخت قفل هایی با امنیت بالا
- ساخت لوازم تهویه
- تولید واشر، بست و براکت
- صنعت رباتیک
- صنعت حمل و نقل
5# مزایا و معایب استفاده از سنبه ماتریس

مزایا و معایب استفاده از قالب های سنبه ماتریس به شرح زیر است:
1-5# مزایا
استفاده از قالب های سنبه ماتریس دارای مزایای زیر است:
- بهبود کیفیت تولید
- کاهش ضایعات فلز
- دوام بالای قالب ها
- افزایش توان تولید
- صرفه جویی در زمان
2-5# معایب
استفاده از قالب های سنبه ماتریس با چالش هایی نیز مواجه است:
- قالب های سفارشی و برخی از ابزارهای قالب زنی هزینه بر و گران هستند.
- طراحی قالب ها به دلیل قابلیت پرس زنی یا ویژگی فلزاتی که مورد استفاده قرار می گیرند، با محدودیت هایی مواجه است.
- دوام قالب متناسب با فلز و موادی است که در ساخت آن به کار گرفته شده است.
- اطمینان از این که قالب با استانداردها و ویژگی های کیفی مورد نیاز در کار مطابقت داشته باشد، می تواند چالش برانگیز باشد.
- ارتباط مؤثر بین تولیدکننده و خریدار و اطمینان از این موضوع که محصول تولیدشده مطابق با نیاز خریداران باشد و محصول به موقع تحویل داده شود نیز یکی از عوامل چالش برانگیز آن است.
6# کدام فلزات قابل پردازش هستند؟
فلزاتی که امکان قالب زنی برای آن ها وجود دارد، عبارت اند از:
- استیل
- فولاد ضد زنگ
- آهن
- آلومینیوم (به دلیل انعطاف پذیری آلومینیوم باید در قالب زنی آن دقت بیشتری داشت.)
- مس (باید سطح کشش و شکست آن را در نظر گرفت، در غیر این صورت و در سطوح بالاتر از سطح کشش آن، قطعات مس از هم جدا خواهند شد.)
 |
درباره نویسنده : فریبا صالح
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.

بسیار عالی بود …
سلام جناب نجفی گرامی
ممنون از لطف و حسن توجه شما
سلام خانم صالح
مطالب خوب بود
کمی جامع و کامل تر کنین
به قالبهای تزریق پلاستیک و دایکاست هم اشاره کنین
و به عملیات پرسکاری و کامل توضیح بدین
متشکر
سلام همراه گرامی
ممنون از لطفی که به نویسنده ما دارید.
فرمایش شما صحیح هست و این امکان وجود داره که درباره جزئیات هر موضوعی مقالات بسیار جامع و کاملی نوشت؛ اما رویکرد اصلی ما در مقالات سایت، معرفی کلی یک مطلب برای شناخت اولیه هست.
اما حتما پیشنهادهای ارزشمند شما رو به تیم تولید محتوا انتقال میدهیم تا در مقالات بعدی از این مطالب هم استفاده کنند
موید باشید
مطالب خوب بود و امیدوارم بعد از این هم از نوع مطالب به شکل کامل و جامع ارائه شود.
سلام جناب امیدواری
ممنون از محبت و لطف شما
حتما سعی میکنیم در راستای انتشار مطالب علمی روز به روز قدم های بزرگتر و بهتری برداریم
موید باشید