
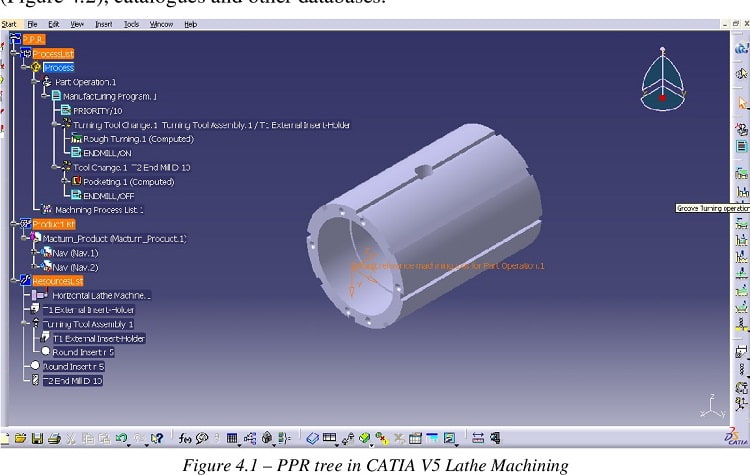
فرایند ماشینکاری در کتیا، یک راهحل ماشینکاری است که به شما امکان میدهد مسیرهای ماشینکاری را برنامهریزی، مشخص، شبیهسازی و بهینهسازی کنید.
مجموعه ماشینکاری در کتیا و مدل کلی آن (محصول، فرایند، منابع) تمام دادههای تولید را یکپارچه میکند و راهحلی بصری و خلاقانه را در اختیار برنامه نویس CNC قرار میدهد که به طور قابل توجهی زمان کلی تولید را کاهش میدهد.
کتیا یک محیط منحصر به فرد و کاملاً یکپارچه برای شبیهسازی ماشینکاری ارائه میدهد.
این شبیه سازی حذف مواد و تجزیهوتحلیل مواد باقی مانده تا شبیهسازی واقعی ماشینها را پوشش میدهد که برای انجام این کار، به کد ISO آنها متکی است.
در این مقاله بعد از آشنایی با ماشینکاری در کتیا، مراحل کلی فرایند و روش آن را مورد بررسی قرار میدهیم.
1# ماشینکاری در کتیا

ماشینکاری فرایندی فنی و مبتنی بر جزئیات است که در آن مواد به شکل و اندازه نهایی بریده میشوند تا قطعات و ابزار تولید شوند.
ماشینکاری معمولاً برای شکل دادن به فلزات استفاده میشود؛ اگرچه میتوان از آن بر روی انواع مواد خام دیگر نیز استفاده کرد.
افراد فنی در این پروسه از تجهیزات و ابزارهایی مانند آسیاب، ماشینتراش و دریل پرس برای برش مواد و چاپگرهای سهبعدی برای افزودن مواد استفاده میکنند.
CATIA Machining مجموعهای از نرم افزارهای کاربردی با کاربرد آسان است که به کاربران امکان میدهد مسیرهای ماشین و ابزار NC یا کد ISO را در یک محیط CAM یکپارچه در بستر CATIA PLM شبیهسازی کنند.
ماشینکاری با کتیا به عنوان یک رهبر ثابت شده در بازار برنامهنویسی NC، به طور گسترده در شرکتهای بزرگ و کوچک استفاده میشود و تکنیکهای ماشینکاری پیشرو، از جمله فرزکاری 2.5 محوری، 3 محوری اختصاص داده شده به قالبگیری و ابزار، ماشینکاری پیچیده 4 و 5 محوری و همچنین تراشکاری را ارائه میدهد.
برنامه نویسان میتوانند به راحتی بین تعریف مسیر ابزار و اعتبار سنجی، بدون از دست دادن زمان در انتقال یا آماده سازی داده جابهجا شوند.
این امر مشکلات رابط را از بین میبرد و زمان کلی فرایند تولید را به طور چشمگیری کاهش میدهد.
استفاده از ماشینکاری در کتیا، با اجازه دادن به محاسبه سریع مسیر ابزار، مراحل تنظیم دقیق و اصلاح را با ادغام طراحی و ماشینکاری در یک محیط بدون درز بهینه میکند.
علاوه بر این، پشتیبانی 64 بیتی سیستم عامل، مدیریت برنامه NC فوقالعاده بزرگ را امکان پذیر میکند و زمان محاسبه را به نصف کاهش میدهد.
2# مراحل ماشینکاری در کتیا

به طور کلی مراحل ماشینکاری در کتیا به صورت زیر صورت میپذیرد:
- تهیه مدل سهبعدی: قبل از شروع فرآیند ماشینکاری، باید مدل سه بعدی قطعه در محیط Part Design یا Generative Shape Design ایجاد شود.
- انتقال به محیط ماشینکاری: پس از تهیه طرح سه بعدی، به محیط ماشینکاری CATIA (Machining Workbench) بروید.
این محیط شامل ابزارهای لازم برای تعریف عملیات ماشینکاری است. - تعریف قطعه کار: در این مرحله ابعاد و موقعیت قطعه کار نسبت به مدل طراحی شده مشخص میشود.
- تعریف سیستم مختصات ماشینکاری: در این مرحله سیستم مختصات ماشینکاری (Machining Axis System) که با مختصات ماشین CNC هماهنگ است، تعریف میشود.
- انتخاب نوع عملیات ماشینکاری: در این مرحله بسته به نوع فرآیند ماشینکاری، عملیات مناسب انتخاب میگردد.
- تعریف ابزار: کتیا کتابخانه وسیعی از ابزارهای استاندارد دارد؛ اما کاربر میتواند ابزارهای سفارشی نیز تعریف کند.
- شبیهسازی ماشینکاری: یکی از امکانات ماشینکاری در کتیا این است که قبل از ارسال کد به ماشین CNC، میتوان فرآیند ماشینکاری را شبیه سازی کرد.
- تولید کد: پس از تایید، کدهای ماشینکاری توسط Post Processor تولید میگردد.
3# روش انجام فرآیند ماشینکاری در کتیا
فرایند ماشینکاری در کتیا شامل چندین فعالیت است که در سه حالت حفاری عمومی و حفاری نقطهای و حفاری ضربهای میباشد؛ ولی برای هر عملیات میتوانید عبارات دانشافزار مانند فرمول و بررسیها را به هم مرتبط کنید و یک پرسوجو ابزار تعیین کنید.
این امکان ایجاد روابط روی دادههایی مانند ویژگیها، ماشینها و ابزارهایی را فراهم میکند که هنوز در زمان ساخت فرایند ماشینکاری شناخته نشدهاند.
برای مثال میتوانید از این قابلیت برای تعیین عمق برش از عمق سوراخ استفاده کنید.
علاوه بر این، میتوانید از قابلیت f(x) برای پیوند دادن پارامترهای مختلف عملیات ماشینکاری استفاده کنید.
به عنوان مثال، برای یک فرایند ماشینکاری که در آن یک فاز دوباره کاری پس از یک مرحله خشن انجام میشود، میتوان افستهای دوباره کاری را از روی افستهای استفاده شده در مرحله خشن تعیین کرد.
با استفاده از ماشینکاری در کتیا، شما میتوانید یک فرایند ماشینکاری ایجاد کنید که شامل دنبالهای از عملیات ماشینکاری است.
برای آغاز و انجام این فرآیند روند زیر را دنبال کنید:
- ایجاد میز کار خالی:
- Start > Machining > Machine Programming را انتخاب کنید.
یک زمینه PPR با یک سلول ماشینکاری خالی ایجاد میشود.
درخت فرایند فعالیتهای خالی به طور خودکار باز میشود. - یک ماشین عمومی ایجاد کنید یا یک ماشین را از پایگاه داده اختصاص دهید.
به محض اینکه یک ماشین به سلول ماشینکاری اختصاص داده میشود، یک عملیات قطعه و یک برنامه تولید در درخت فرایند فعالیتها ایجاد میشود. - متناوباً، یک فرایند ماشینکاری موجود یا زمینه PPR را باز کنید.
- Start > Machining > Machine Programming را انتخاب کنید.
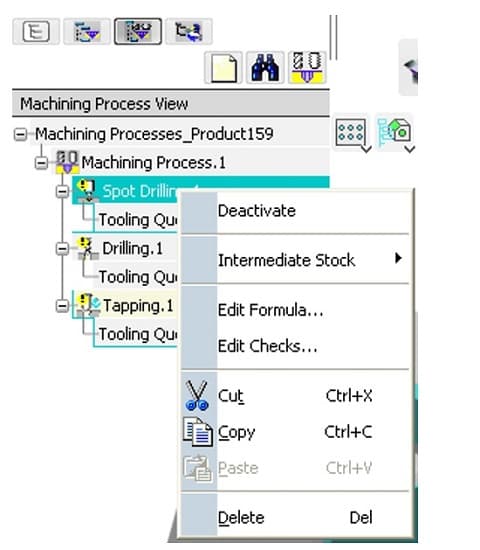
- Machining Process View را در نوار ابزار بالا سمت چپ انتخاب کنید.
نمای فرایند ماشینکاری نمایش داده میشود:
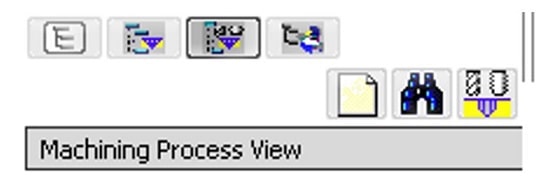
- آیکون برگه سفید: یک Machining Processes_Product جدید ایجاد میکند که شامل یک فرایند ماشینکاری است.
- آیکون دوربین: یک Machining Processes_Product موجود را جستجو میکند و آن را باز میکند.
- آیکون ماشینکاری: یک فرایند ماشینکاری جدید در Machining Processes_Product فعلی ایجاد میکند.
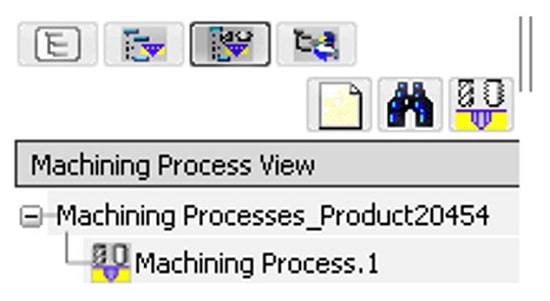
- روی New Machining Process Product کلیک کنید.
بعد از این مرحله، Machining Processes_Product ایجاد میشود.
این شامل یک فرایند ماشینکاری خالی است.
4. روی Axial Machining Operations کلیک کنید.
-
- Spot Drilling را در نوارابزار فرعی Drilling Operations و a Machining Process انتخاب کنید.
کادر محاورهای Spot Drilling ظاهر میشود.
در این مرحله میتوانید پارامترهای خاصی مانند تغذیه و سرعت و استراتژی ماشینکاری را تنظیم کنید.
با این حال، دسترسی محدود به پارامترهای هندسه وجود دارد و امکان تعیین ابزار وجود ندارد.
-
- برای افزودن عملیات حفاری نقطهای مرجع به فرایند ماشینکاری، روی OK کلیک کنید.
عملیات ماشینکاری مرجع دارای یک پرس و جو ابزار مرتبط به نام Tool Query است.
- برای افزودن عملیات حفاری نقطهای مرجع به فرایند ماشینکاری، روی OK کلیک کنید.

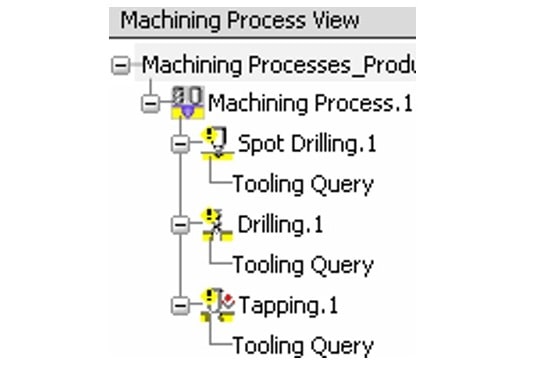
5. در نوار ابزار فرعی Drilling، روی Drilling کلیک کنید و در کادر محاورهای که ظاهر میشود برای ایجاد عملیات حفاری، روی OK کلیک کنید.
عملیات حفاری بعد از عملیات قبلی ایجاد میشود.
-
- همین کار را با Tapping در نوار ابزار فرعی Threading Operations تکرار کنید.
نمای فرایند ماشینکاری مطابق شکل به روز میشود.
4# عملیات مرتبط با ماشینکاری در کتیا
1-4# چک کردن
میتوانید چکها را به عملیات ماشینکاری مرتبط کنید.
روند کار به صورت زیر است:
روی عملیات Spot Drilling در نمای فرایند Machining کلیک راست کرده و Edit Checks را انتخاب کنید.
کادر محاورهای Checks Editor ظاهر میشود.
یک چک تعریف کنید.
این با معیارها مطابقت دارد: عملیات حفاری نقطهای فقط برای سوراخهای طراحی با قطر بیشتر از 2 میلی متر در دسترس است.
- بسته دانش را انتخاب کنید. (ویژگیهای طراحی قسمت)
- نوع (حفره) را انتخاب کنید.
- ویژگی قطر و طول را انتخاب کنید.
در این حالت Hole.Diameter نمایش داده میشود.
- اپراتور (>) را انتخاب کرده و مقدار را وارد کنید.
Hole.Diameter> 2 نمایش داده میشود. - واحد (mm) را انتخاب کنید.
Hole.Diameter> 2mm نمایش داده میشود. - روی فلش رو به بالا کلیک کنید، عبارت به لیست اضافه میشود.
- روی OK کلیک کنید تا عملیات Check to the Spot Drilling مرتبط شود.
2-4# مرتبط کردن فرمول
یک فرمول را به یک عملیات ماشینکاری مرتبط کنید.
میتوانید عبارات دانشی مانند فرمول، چکها و پرسشهای ابزار را به هر عملیات ماشینکاری فرایند ماشینکاری مرتبط کنید.
1- روی یک عملیات Machining در نمای فرایند Machining کلیک راست کرده و Edit Formula را انتخاب کنید.
کادر محاورهای ویرایشگر فرمول ظاهر میشود.
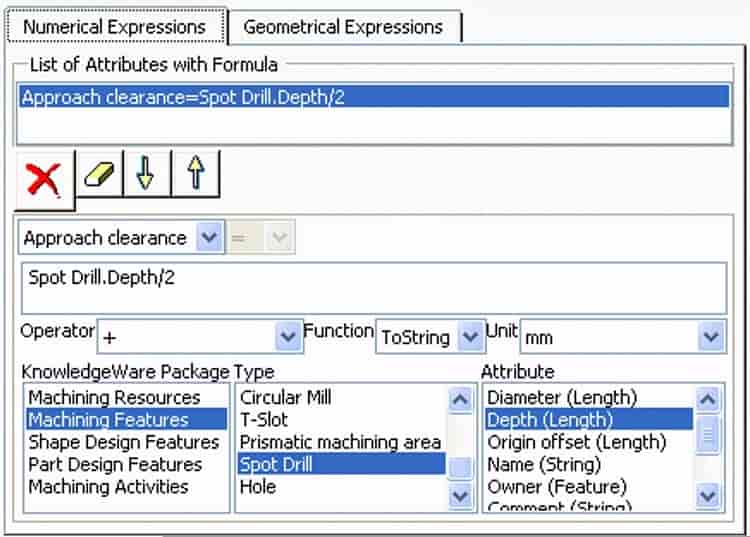
2- مطابق شکل زیر یک فرمول تعریف کنید.
- حالت کار مانند چک است.
- فرمول با معیارهای زیر مطابقت دارد: فاصله نوک ابزار نصف عمق ویژگی ماشینکاری نقطهای است.
3- برای اختصاص فرمول به عملیات Spot Drilling روی OK کلیک کنید.
میتوانید به همین ترتیب Formula را به عملیات حفاری و حفاری ضربهای اختصاص دهید.
3-4# پرس و جوهای ابزارهای عملیات ماشینکاری
شما میتوانید پرس و جوهای ابزار متصل به عملیات ماشینکاری را تعریف کنید.
برای این کار به صورت زیر عمل کنید:
1- روی Tooling Query مرتبط با عملیات Spot Drilling دو بار کلیک کنید.
کادر محاورهای Tool Query Definition ظاهر میشود.
2- یک Tool Query ساده را مانند شکل زیر تعریف کنید.
حالت کار مانند چک است.
پرس و جو با معیارها مطابقت دارد.
در مخزن ابزار ToolsSampleMP یک Spot Drill پیدا کنید که نام آن Spot Drill D10 است.
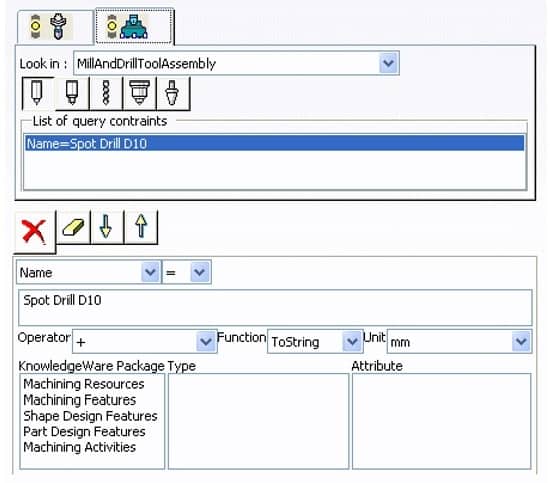
3- روی OK کلیک کنید تا Tool Query را به عملیات Spot Drilling اختصاص دهید.
4- پرس و جوهای ابزار عملیات حفاری و حفاری ضربهای را به همین ترتیب تعریف کنید. (برای مثال برای یافتن ابزارهای Drill D10.5 و Tap D12)
لازم به ذکر است که با استفاده از Copy / Paste میتوانید بیش از یک Tool Query را به یک عملیات ماشینکاری اختصاص دهید.
هنگامی که فرایند Machining را اعمال میکنید، اولین کوئری اجرا میشود.
اگر ابزاری پیدا نشد، کوئری بعدی اجرا میشود.
این به شما امکان میدهد چندین کاتالوگ ابزار و انواع ابزارهای مختلف را پرس و جو کنید و پرس و جوهای محدودتری داشته باشید.
4-4# اعمال یک فرایند ماشینکاری در کتیا
شما میتوانید فرایند ماشینکاری را برای ویژگیها، در سطح مورد نیاز برنامه، اعمال کنید.
روش کار به صورت زیر است:
- روی Machining Process کلیک راست کرده و Machining Processes Application را انتخاب کنید.
کادر محاورهای Machining Processes Application Manager ظاهر میشود.

- از نمای تولید یا پنجره نگارش، ویژگیهایی را که میخواهید فرایند ماشینکاری را در آنها اعمال کنید، انتخاب نمایید.
همانطور که میبینید، انتخاب ویژگیها به روز شده است. - در درخت فرایند فعالیتها، فعالیتی را انتخاب کنید که پس از آن میخواهید فرایند ماشینکاری را اعمال کنید.
- روی OK یا Apply کلیک کنید تا فرایند ماشینکاری انتخاب شده (و تمام عملیات ماشینکاری که در آن وجود دارد) اعمال شود.
توجه: پرس و جوهای ابزار که به عملیات ماشینکاری نمونه پیوست شده یا در سلول ماشینکاری فعلی یا در فایلهای اکسل کاتالوگ ابزار درج میشوند.
5-4# ذخیره فرایند ماشینکاری
- برای ذخیره فرایند ماشینکاری در یک سند (به عنوان مثال CATProcess) File > Save As را انتخاب کنید.
- روی Machining Process در نمای Machining Process کلیک راست کرده و Save in Catalog انتخاب کنید.
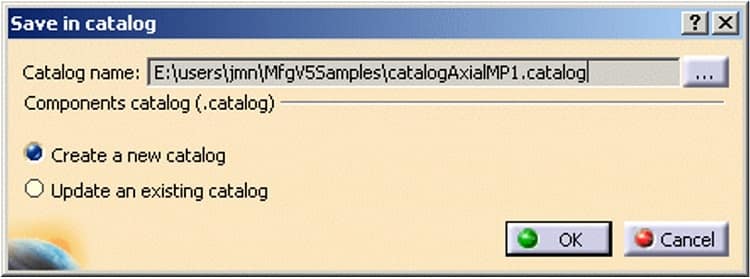
- کادر ذخیره در کاتالوگ ظاهر میشود.
روی دکمه […] کلیک کنید و یک نام کاتالوگ جدید (مثلاً catalogAxialMP1.catalog) مشخص کنید.
روی OK کلیک کنید تا فرایند ماشینکاری به عنوان یک جزء در کاتالوگ مشخص شده ذخیره شود.
در این ذخیره موارد زیر به طور خودکار مقداردهی اولیه میشوند:
- نام کلی: فرایند ماشینکاری
- نام جزء: نامی که با استفاده از File > Save As به فرایند ماشینکاری داده میشود.
با این حال، میتوانید خانواده یا جزء را در میز کار ویرایشگر کاتالوگ تغییر دهید.
5# ملاحظات بیشتر درباره فرایندهای ماشینکاری
- برای ویژگیهای Hole، وقتی از پارامترهای رشته در چکها، فرمولها و کوئریهای ابزار استفاده میکنید، باید مقدار را در دو گیومه (“) قرار دهید.
به عنوان مثال:
![]()
- کادرهای محاورهای ویرایشگر فرمول، ویرایشگر چکها و پرس و جو ابزار دارای چندین حوزه مشترک هستند:
-
- تمام عبارات موجودیت فعلی (پرس و جو ابزار یا عملیات ماشینکاری و برای عملیات ماشینکاری، فرمول یا چک)
- لیست دستورات
- ناحیهای برای ویرایش عبارت فعلی با محدودیت و کمک برای استفاده از لیستهای اپراتور، عملکرد و واحد
- به همان روشی که برای عملیات ماشینکاری، میتوانید یک بررسی را در فرایند ماشینکاری مرتبط کنید.
برای این کار روی فرایند ماشینکاری در نمای فرایند ماشینکاری کلیک راست کرده و Edit Checks را انتخاب کنید.
سپس میتوانید دامنه کاربرد فرایند ماشینکاری را در کادر محاورهای ویرایشگر چکها محدود کنید.
توجه داشته باشید که بررسیهای ایجاد شده روی فرایندهای ماشینکاری فقط از طریق عملکرد Machining Processes Instantiation Manager قابل اجرا هستند. - همانند عملیات ماشینکاری، سیستمهای محوری ماشینکاری را میتوان در فرایندهای ماشینکاری استفاده کرد.
- پارامترها را میتوان بر روی عملیات ماشینکاری و ویژگیها در میز کار Knowledge Advisor اضافه کرد.
در این مورد، نمای فرایند ماشینکاری، یک گره عمومی به نام Parameters زیر گره شی ماشینکاری را نمایش میدهد.
در زیر این گره عمومی، گره پارامتر با نام، مقدار یا فرمول آن (بسته به تنظیمات نمایش پارامتر دانش) ظاهر میشود.
6# مزایای ماشینکاری در کتیا

با کامل بودن مجموعه محصولات CATIA و معماری مبتنی بر دانش کتیا با کاربرد آسان، راه حلهای ماشینکاری در کتیا از قابلیتهای همه برنامههای ماشینکاری موجود فراتر میرود.
برخی از نکات برجسته عبارتاند از:
1-6# راندمان بالا در برنامه نویسی قطعه
به لطف یکپارچگی دقیق بین تعریف مسیر ابزار و محاسبه، تأیید مسیر ابزار و ایجاد خروجی، کاربر میتواند کیفیت تولید را با ماشینکاری قطعه مناسب، برای اولین بار افزایش دهد.
عملیات ماشینکاری، پشتیبانی از چندین پاس و سطوح و دوباره کاری خودکار در خشن کردن و تکمیل، سطح بالایی از بهرهوری را تضمین میکند.
2-6# مدیریت تغییر مؤثر
این مجموعه راهحل دارای سطح بالایی از ارتباط بین مهندسی محصول و فرایندها و منابع تولید (PPR) است.
بنابراین، شرکتها میتوانند جریانهای مهندسی و تولید همزمان را بهتر مدیریت کنند و زمان چرخه طراحی تا ساخت را کاهش دهند و سپس در هزینهها صرفهجویی کنند.
3-6# سطح بالای اتوماسیون و استانداردسازی
با یکپارچهسازی قابلیتهای فراگیر دانشافزار، کتیا امکان جذب مهارتها و استفاده مجدد از دانش تولید ثابت شده را فراهم میکند و از تکرار جلوگیری مینماید.
این امر همچنین نوآوری را از طریق چرخههای آزمایش کوتاه شده تسهیل میکند.
4-6# مسیرهای ابزار بهینه و کاهش زمان ماشینکاری
ماشینکاری در کتیا مجموعه گستردهای از عملیات با سرعت بالا را ارائه میدهد.
این امر زمان مورد نیاز عملیات کف مغازه، مانند خشن کردن متحدالمرکز، فرز سطح Z، فرز مارپیچی و کانتورینگ 5 محوره را کاهش میدهد.
5-6# راه حلهای آسان برای یادگیری و استفاده آسان
با استفاده از یک رابط کاربری بصری، کاربران سریعتر آموزش میبینند و سپس از وسعت کامل کتیا استفاده میکنند.
6-6# کاهش هزینههای مدیریتی و تلاشهای مهارتی
ماشینکاری در کتیا را میتوان بهعنوان یک سیستم واحد برای پوشش مجموعه گستردهای از کاربردهای یکپارچه، مانند تراشکاری تا فرزکاری 5 محور، مورد استفاده قرار داد.
این به شرکتها اجازه میدهد تا مشارکتهای قوی، قابلمدیریت و بلندمدت با تأمینکننده CATIA CAM خود برقرار کنند.
سخن آخر
پاسخگویی سریع و صادقانه به نیازهای مشتری در محیط جهانی امروز ضروری است.
بنابراین، شرکتها باید قطعات را سریعتر تولید کنند و استفاده از ماشین آلات را بهینه کنند، در حالی که قطعات نهایی را با بالاترین کیفیت تولید میکنند.
شرکتها باید استفاده از ماشین ابزار را بهینه کنند و باید قطعات پیچیده را در اولین بار تولید کنند.
برنامه نویسان NC باید برنامه خود را به طور مجازی اعتبار سنجی کنند و مطمئن شوند که قطعه با دقت درست ماشینکاری میشود و از هرگونه برخورد در حین ماشینکاری جلوگیری میکند.
گزینه ماشینکاری در کتیا، استراتژیهای سطحی منشوری تا چند محوره را برای ماشینکاری پیچیده مولد با بهترین نتایج با کیفیت ارائه میکند.
برنامه نویسان NC میتوانند از ارتباط کامل با قطعات طراحی CATIA و قابلیتهای اتوماسیون ماشینکاری قدرتمند برای کاهش شدید برنامه نویسی NC و زمان ماشینکاری بهره ببرند.
درباره نویسنده : معصومه آذری
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.
