
شاید با شنیدن نام اثر بخشی کلی تجهیزات برای شما هم سوال شده باشد که شاخص OEE چیست ؟
این شاخص مهم و کاربردی در اکثر صنایع تولیدی نیاز به بررسی و استفاده دارد و یک مهندس باید با این سیستم آشنا باشد.
در این مقاله سعی داریم به زبان ساده با این شاخص و روش های محاسبه آن آشنا شویم.
1# شاخص OEE چیست؟ (Overall equipment effectiveness)

اثر بخشی کلی تجهیزات یا OEE در واقع معیاری برای چگونگی استفاده از یک عملیات تولید (امکانات، زمان و مواد) در مقایسه با پتانسیل کامل آن طی دوره هایی است که
برنامه ریزی شده است.
این معیار میزان درصد از زمان ساخت را که واقعا مثمر ثمر است، مشخص می کند.
زمانی که گفته می شود OEE صد در صد است به این معنی است که
فقط قطعات خوب (٪100 با کیفیت) با حداکثر سرعت (٪100 عملکرد) و بدون قطعی (٪100 در دسترس) تولید می شوند.
به عبارت دیگر، اثر بخشی کلی تجهیزات به شما کمک می کند تا مشکلات را در عملیات تولید خود مشاهده کنید.
هم چنین امکان سنجش استاندارد برای ردیابی پیشرفت به شما می دهد.
هدف از اندازه گیری OEE بهبود مداوم است.
در پاسخ به این سوال که فرم عمومی OEE چیست باید گفت که
فرم عمومی OEE امکان مقایسه بین واحدهای تولیدی در صنایع مختلف را فراهم می کند.
با این وجود این یک اندازه گیری مطلق نیست و
برای شناسایی زمینه بهبود عملکرد فرآیند و چگونگی دستیابی به بهبود بیشتر استفاده می شود.
اندازه گیری OEE هم چنین به عنوان یک شاخص کلیدی عملکرد (KPI) همراه با تلاش تولید ناب برای ارائه شاخص موفقیت استفاده می شود.
OEE را می توان با بحث مختصری در مورد شش معیار متشکل از سیستم (“شش ضرر بزرگ”) نشان داد.
2# روش استفاده از OEE چیست؟
OEE یا اثر بخشی کلی تجهیزات رقم قدرتمندی است که اطلاعات بسیاری را در یک عدد فراهم می کند.
بنابراین چندین روش برای استفاده از OEE برای اندازه گیری بهره وری تولید وجود دارد.
در صورت محاسبه و تفسیر صحیح، OEE می تواند به میزان قابل توجهی تولید شما را به حداکثر برساند.
 |
از اثر بخشی کلی تجهیزات به عنوان معیاری برای مقایسه هر تولید خاص با استانداردهای صنعت، تجهیزات داخلی یا شیفت های دیگر که روی قطعه تجهیزات کار می کنند،
استفاده می شود.
1-2# معیارهای استاندارد OEE چیست ؟
- نمره ۱۰۰ درصدی OEE به عنوان تولید کامل در نظر گرفته می شود، بدین معنی که
شما در سریع ترین زمان ممکن و بدون خرابی، قطعات با کیفیت را تولید می کنید. - نمره OEE ۸۵ درصدی برای تولیدکنندگان مجزا در سطح جهانی در نظر گرفته می شود و یک هدف طولانی مدت است.
- نمره OEE ۶۰ درصد برای تولید کنندگان مجزا معمول است و نشان می دهد که فضای قابل توجهی برای پیشرفت وجود دارد.
- نمره OEE ۴۰ درصد پایین است اما برای تولیدکنندگانی که تازه شروع به کار کرده اند جهت ردیابی و بهبود عملکرد غیر معمول نیست.
در بیشتر موارد، نمره پایین را می توان به راحتی از طریق اقدامات آسان برای استفاده بهبود بخشید.
حال که متوجه شدیم اثر بخشی کلی تجهیزات یا OEE چیست باید بگوییم که
OEE نه تنها یک ابزار عالی برای مدیران است، بلکه می تواند تاثیر به سزایی در کارکنان مشغول کار در کارخانه داشته باشد.
معیارهای کارخانه می تواند شامل موارد زیر باشد:
- هدف (Target): هدف تولید در زمان واقعی
- واقعی (Actual): تعداد واقعی تولید
- کارایی (Efficiency): نسبت هدف به واقعی، درصد میزان پیشروی یا پسروی از تولید است.
- از کار افتادگی (Downtime): این شامل تمام زمان های توقف برنامه ریزی نشده برای هر شیفت است و در زمان واقعی به روز می شود.
3# اصطلاحات اثر بخشی کلی تجهیزات (OEE)

قبل از این که در مورد اثر بخشی کلی تجهیزات بیشتر بحث کنیم باید بدانیم که اصطلاحات مهم موجود در حوزه OEE چیست و
مفهوم هر یک را به خوبی درک کنیم.
- زمان کامل تولید (Fully Productive Time): زمان تولید پس از کسر تمام ضررها
- زمان تولید برنامه ریزی شده (Planned Production Time): کل زمانی که تجهیزات یا سیستم شما برای تولید نیاز دارد.
- زمان ایده آل چرخه (Ideal Cycle Time): زمانی که برای تولید یک قطعه لازم است.
- زمان اجرا (Run Time): زمانی که سیستم شما برای تولید برنامه ریزی شده و در حال اجرای آن است.
- تعداد کل (Total Count): مجموع تمام قطعات تولید شده از جمله قطعات دارای نقص
- تعداد خوب (Good Count): قطعات تولید شده با استانداردهای کنترل کیفیت
- قطعات خوب (Good Parts): قطعات تولید شده مطابق با استانداردها هستند و نیازی به کار دوباره ندارند.
- کیفیت (Quality): این مربوط به قطعات ساخته شده است که استانداردهای کنترل کیفیت را ندارند،
مانند قطعاتی که باید دوباره روی آن ها کار شود. - عملکرد (Performance): این بخش تعداد دفعات کاهش سرعت یا توقف کوتاه مدت در تولید را در نظر می گیرد.
عملکرد عالی از نظر OEE به این معنی است که عملکرد شما در سریع ترین زمان ممکن در حال اجرا است. - در دسترس بودن (Availability): این بخش زمان توقف برنامه ریزی شده و برنامه ریزی نشده را در نظر می گیرد.
نمره در دسترس بودن کامل به این معنی است که
عملکرد شما به طور مداوم در زمان تولید برنامه ریزی شده در حال اجرا است.
4# تحلیل شاخص OEE
بعد از این که متوجه شدیم شاخص OEE چیست می خواهیم با روش تحلیل و استاثر بخشی رابطه ای است بین آن چه از نظر فنی می تواند تولید شود و
آن چه در پایان دوره تولید در واقع تولید می شود.
به عنوان مثال، اگر ماشین آلات شما قادر به تولید ۱۰۰ محصول در ساعت باشد و
فقط ۸۰ محصول تولید کند، ۸۰ درصد موثر است.
با این حال اطلاعات بالا مشخص نمی کند که ماشین آلات چقدر کارآمد هستند.
زیرا مواردی مانند تعداد اپراتورها، انرژی و مواد مورد نیاز برای رسیدن به ۸۰ درصد کارایی را در نظر نگرفتیم.
به عنوان مثال، اگر ماشین آلات شما با یک کارمند ۶۰ درصد کارایی داشته باشد و
با دو کارمند ۷۵ درصد موثر باشد، اثر بخشی 15 درصد افزایش می یابد.
اما کارایی بر اساس نیروی کار به ۵۰ درصد کاهش می یابد. برای محاسبه OEE دو روش اصلی وجود دارد:
1-4# محاسبه ساده
شاید برای شما هم سوال پیش آمده که ساده ترین راه برای محاسبه OEE چیست که
در پاسخ باید گفت، نسبت زمان کامل تولید به زمان تولید برنامه ریزی شده است.
فرمول محاسبه ساده به روش زیر است:
OEE = (Good Count x Ideal Cycle Time) / Planned Production Time
2-4# محاسبه ترجیحی
این نوع محاسبه OEE براساس سه عامل OEE است که قبلاً بحث شد:
- در دسترس بودن
- عملکرد
- کیفیت (شمارش خوب)
فرمول آن به روش زیر است:
OEE = Availability x Performance x Quality
این روش محاسبه ترجیحی است.
زیرا نه تنها نمره OEE را نشان می دهد، بلکه نشان می دهد چقدر خوب کار می کنید.
هم چنین سه عدد (در دسترس بودن، عملکرد و کیفیت) به دست می آورید که
نشان می دهد چه عواملی باعث ضرر شما شده است.
5# شش ضرر بزرگ هدف OEE

همان طور که در بخش معرفی شاخص اثر بخشی کلی تجهیزات توضیح داده شد لازم است بدانیم که
اهداف متمرکز OEE چیست و چرا باید از آن استفاده کرد.
شاید بزرگترین هدف از اجرای یک برنامه OEE از بین بردن دلایل کاهش بهره وری مبتنی بر ماشین یا تجهیزات و کاهش آن ها به نحوی موثر است که
به عنوان شش ضرر بزرگ شناخته می شوند.
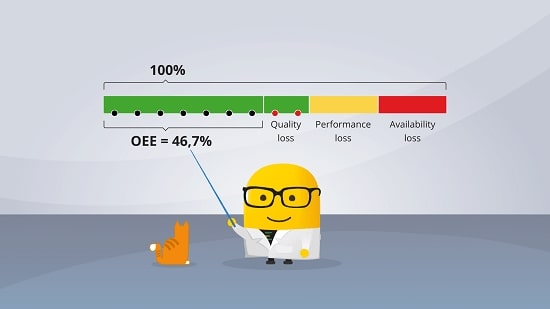
این شش ضرر به سه دسته اصلی OEE تقسیم می شوند (در دسترس بودن، عملکرد و کیفیت).
این شش ضرر بزرگ در OEE عبارتند از:
- ضررهای در دسترس بودن
- خرابی تجهیزات
- راه اندازی و تنظیمات
- ضررهای مربوط به عملکرد
- بیکاری و توقف های جزئی
- کاهش سرعت
- ضررهای مربوط به کیفیت
- نقص فرآیند
- کاهش عملکرد
6# پنج مزیت استفاده از OEE چیست ؟

اجرای یک استراتژی کلی اثر بخشی تجهیزات یک مزیت قدرتمند در دستیابی به اهداف تولیدی شما است.
OEE به شما این امکان را می دهد تا در موارد زیر یک رویکرد فعال داشته باشید:
- تغییر فرآیندهای تولید در زمان واقعی
- کاهش زمان خرابی
- افزایش ظرفیت
- کاهش هزینه ها
- بهبود کیفیت و افزایش کارایی
که برخی از آن ها عبارتند از:
- بازگشت سرمایه (ROI) برای تجهیزات
- افزایش رقابت پذیری
- کاهش هزینه های ماشین آلات
- به حداکثر رساندن بهره وری نیروی کار
درباره نویسنده : تیم نماتک
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.
