
تزریق پلاستیک یک فرآیند تولید رایج است که برای تولید قطعات در حجم زیاد استفاده میشود.
پیچیدگی موجود در طراحی و عملکرد دستگاه قالب تزریق، آن را به آیتمی جذاب برای مطالعه تبدیل میکند.
یکی از اجزای کلیدی که اغلب مورد توجه قرار نمیگیرد، سیستم پران قالب تزریقی است.
این سیستم نقش مهمی در تضمین تولید روان قطعات باکیفیت دارد.
در این مقاله به پیچیدگیهای سیستم پران قالب پلاستیک میپردازیم.
همچنین انواع مختلف را بررسی میکنیم، جنبههای طراحی را در نظر میگیریم و در مورد چگونگی عیبیابی مشکلات رایج بحث خواهیم کرد.
1# سیستم پران قالب پلاستیک چیست؟

سیستم پران قالب پلاستیک یک جزء حیاتی است که برای جدا کردن قسمت قالبگیریشده از قالب، پس از سرد شدن و جامد شدن طراحی شده است.
پس از تزریق پلاستیک مذاب به قالب و شکلگیری شکل مورد نظر، قطعه باید بهطور مؤثر و بدون آسیب آزاد شود.
سیستم پرتاب این کار را با فشار دادن قطعه به بیرون از قالب با استفاده از مکانیسمهای مختلف انجام میدهد و فرآیند تولید روان و کارآمد را تضمین میکند.
این آخرین مرحله از فرآیند کار با قالب پلاستیک است.
2# سیستم پران قالب پلاستیک چگونه کار میکند؟

سیستم پران قالب پلاستیک وظیفه مهم جدا کردن قسمت پلاستیکی جامد شده از حفره قالب را پس از سرد شدن برعهده دارد.
عملیات اصلی آن عبارتاند از:
- بیرون انداختن قطعه: عملکرد اصلی سیستم این است که قطعه پلاستیکی جامد شده را بدون ایجاد آسیب یا نقص از داخل حفره قالب بیرون بیاورد و این امر از طریق مکانیسمهای پرانی مختلف مانند پینها، اسیلوها، تیغهها، دریچهها یا صفحات و میلهها بهدست میآید.
- جلوگیری از تغییر شکل: سیستم پرتاب باید نیروی پرتاب را بهطور یکنواخت و کنترلشده اعمال کند تا از تغییر شکل، تاب برداشتن یا ترکخوردن قسمت قالبگیری شده، بهویژه برای دیوارههای نازک یا هندسههای پیچیده، جلوگیری شود.
- طراحی قطعه سازگار: نوع و پیکربندی اجزای خروجی (پینها، اسیلوها، تیغهها و غیره) بر اساس طراحی قطعه، اندازه، شکل و ویژگیهایی مانند بریدگیها، دندهها، گذرگاهها یا سوراخهای عبوری انتخاب میشوند تا اطمینان حاصل شود که پرتاب مؤثر است.
- فعال کردن اتوماسیون: سیستم پران بهگونهای طراحی شده است که بهطور خودکار و هماهنگ با باز و بستهشدن قالب کار کند و امکان حذف کارآمد و ثابت قطعات را در هر چرخه قالبگیری فراهم میکند.
- تسهیل تهویه: برخی از اجزای سیستم پرانی، مانند اسیلوها میتوانند با ایجاد کانالهای تهویه اضافی، کارایی تهویه را بهبود ببخشند و از نقصهایی مانند آثار سوختگی یا ضربههای کوتاه جلوگیری کنند.
- حصول اطمینان از کیفیت سطح: طراحی و نگهداری مناسب سیستم پران از عیوبی مانند علائم پین سیستم پران، خراشیدگی یا کشیدن بر روی سطح قطعه قالبگیری شده، جلوگیری میکند و زیبایی و کیفیت را تضمین میکند.
3# اجزای اصلی سیستم پران قالب پلاستیک

سیستم پران قالب پلاستیک از چندین جزء تشکیل شده است که این اجزا به شرح زیر هستند:
- پینهای سیستم پران: این پینها، میلههای نازکی هستند که مستقیما قسمت قالبگیری شده را از حفره قالب بیرون میرانند.
تعداد و مکان آنها به شکل و اندازه قطعه بستگی دارد. - صفحات: صفحاتی که پینهای سیستم پران را نگه میدارند و حرکت میدهند.
برای عملکرد بهتر، از حرکت همزمان چندین پین سیستم پران اطمینان حاصل کنید. - اسلیوها: اسلیوهای استوانهای توخالی که در ترکیب با پین برای بیرون آوردن قطعات با سوراخهای دایرهای یا سوراخهای کور استفاده میشوند و نیروی بیرون راندن یکنواخت را در اطراف پین هسته فراهم میکنند.
- میلههای سیستم پران: این میلهها صفحات سیستم پران را به مکانیزمی که نیروی بیرون را اعمال میکند، وصل میکنند و نیروی موردنیاز برای فشار دادن صفحات و پینهای سیستم پران را انتقال میدهند.
- پینهای برگشتی: این پینها پس از پرتاب به موقعیت اولیه خود بازمیگردند و به تنظیم مجدد سیستم برای چرخه قالبگیری بعدی کمک میکنند.
- پینهای راهنما: حرکت صفحات و پینهای سیستم پران را هدایت و تراز میکنند و از ناهماهنگی و عدم اطمینان از عملکرد روان جلوگیری میکنند.
- بوشها: این جزء یک سطح یاتاقان برای پینهای سیستم پران و پایههای راهنما فراهم میکند و باعث کاهش سایش و افزایش دوام سیستم میشود.
- سیلندرهای هیدرولیک یا پنوماتیک: نیروی لازم برای حرکت سیستم پران را فراهم میکنند و برای سیستمهای تخلیه خودکار یا مکانیکی استفاده میشوند.
- فنر: این جزء به بازگرداندن سیستم پران به موقعیت اولیه کمک میکند و نیروی اضافی برای اطمینان از بیرون ریختن کامل قطعه فراهم میکند.
4# انواع سیستمهای پران در قالب پلاستیک
سیستم پران قالب پلاستیک میتواند متناسب با انواع مختلف قطعات قالبگیریشده و الزامات خاص فرآیند قالبگیری طراحی شود.
در اینجا انواع اصلی سیستمهای پران وجود دارد:
1-4# سیستم پران پین در قالب
در این نوع، از پینهای سیستم پران برای بیرون راندن قطعه از حفره قالب استفاده میشود و معمولا برای قطعات ساده با سطوح صاف مورد استفاده قرار میگیرند.
این سیستم، ساده و مقرون به صرفه است و پیاده سازی و نگهداری آسان دارد؛ ولی میتواند علائم پین را روی سطح قطعه باقی بگذارد و ممکن است برای هندسههای پیچیده مناسب نباشد.
2-4# سیستم پرتاب تیغه در قالب
این نوع از سیستم پران قالب پلاستیک، از تیغههای نازک بهجای پین برای بیرون آوردن قطعه استفاده میکنند و برای قطعاتی با سطوح بزرگ و مسطح یا مقاطع جدار نازک مناسب میباشد.
نیروی یکنواخت را در یک منطقه بزرگتر فراهم میکند و خطر تغییر شکل قطعه را کاهش میدهد.
به نسبت سیستم پران پین، پیچیدهتر و گرانتر است و تیغهها میتوانند مستعد آسیب باشند.
3-4# سیستم پران اسیلو در قالب
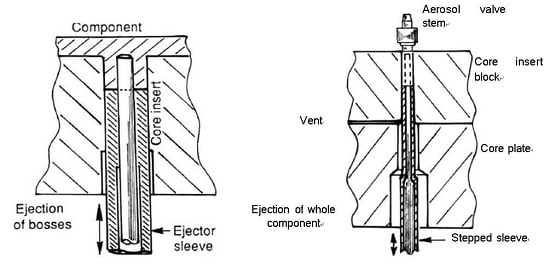
این سیستم از اسیلوهای توخالی برای بیرون راندن قطعات، بهویژه آنهایی که شکل استوانهای یا لولهای دارند، استفاده میکند و نیروی بیرون راندن یکنواخت را در اطراف پین هسته فراهم میکند که
برای بیرون ریختن قطعات با سوراخهای مرکزی یا ویژگیهای استوانهای ایدهآل است.
بهعنوان پشتیبان در اطراف محیط قطعه، خطر آسیب به ویژگیهای ظریف را کاهش میدهد؛ اما طراحی و اجرای گرانتر و پیچیدهتری دارد.
4-4# سیستم پران صفحه/میله در قالب
در این ساختار، صفحه یا میلهای که به پایین یا حاشیه قالب فشار میآورد، معمولاً همراه با پینهای سیستم پران استفاده میشود.
برای قطعاتی با سطح بزرگ و هندسه پیچیده مناسب هستند و توزیع یکنواخت نیرو را فراهم میکند و احتمال تغییر شکل قطعه را کاهش میدهد.
این سیستم در مقایسه با قبلیها پیچیدهتر و پرهزینهتر است و نیاز به تراز و نگهداری دقیق دارد.
5-4# سیستم خروج هوا در قالب
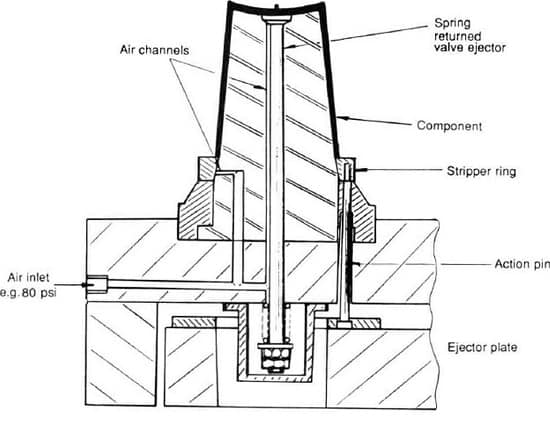
این سیستم، از هوای فشرده برای دمیدن قطعه از حفره قالب استفاده میکند و برای قطعات سبک وزن یا قطعات با جزئیات پیچیده که در معرض آسیب توسط سیستم پرانهای مکانیکی هستند، مناسب است.
این روش پران بدون تماس است و خطر آسیب سطحی را کاهش میدهد؛ اما قدرت کمتری نسبت به روشهای مکانیکی ارائه میدهد که ممکن است برای قطعات سنگینتر مناسب نباشد.
6-4# سیستم پران هیدرولیک در قالب
سیستم هیدرولیک از سیلندرهای هیدرولیک برای تأمین نیروی پرتاب استفاده میکند و در عملیات قالبگیری سنگین که نیاز به نیروی پرانی بالا دارند، استفاده میشود و نیروی بالا و کنترل دقیق را ارائه میدهد و به همین دلیل برای قطعات بزرگ و پیچیده مناسب میباشد.
این سیستم نسبت به بقیه گرانتر است و نیاز به نگهداری بیشتری دارد و شامل راه اندازی پیچیده است.
7-4# سیستم پران پنوماتیک در قالب
این سیستم از سیلندرهای پنوماتیک برای خارجکردن قطعات استفاده میکند.
برای کاربردهای متوسط که نیاز به نیروی بیرون راندن متوسط دارند، مناسب میباشد و نیروی کنترلشده و قابل تنظیمی را فراهم میکند و عملکرد تمیزتر در مقایسه با سیستمهای هیدرولیک دارد.
این سیستم قدرت کمتری نسبت به سیستمهای هیدرولیک دارد و ممکن است برای قطعات بسیار سنگین مناسب نباشد.
5# نقش سیستم پران در قالب پلاستیک
سیستم پران جزء حیاتی فرآیند قالب پلاستیک است.
هنگامی که پلاستیک در داخل قالب سرد و سفت شد، باید آن را خارج کرد یا “بیرون” انداخت.
نقش اصلی سیستم پران، تسهیل این عمل است و این اطمینان را میدهد که قطعه تمامشده صاف و سریع بدون ایجاد آسیب برداشته میشود.
این سیستم با اعمال نیرویی که قسمت پلاستیکی را از قالب بیرون میراند، عمل میکند که این نیرو باید بهطور یکنواخت در سراسر قطعه اعمال شود تا از تغییر شکل یا شکستگی جلوگیری شود.
اهمیت سیستم پران قالب پلاستیک هنگام کار با هندسههای پیچیده یا مواد شکننده که در آن یک خطای جزئی میتواند منجر به کاهش قابلتوجهی در کیفیت محصول شود، برجستهتر میشود.
6# کاربرد و اهمیت سیستم پران قالب پلاستیک

برای نشان دادن بیشتر اهمیت و پتانسیل سیستم پران قالب پلاستیک تزریقی، اجازه دهید برخی از برنامههای کاربردی دنیای واقعی را در نظر بگیریم که از سیستم پران پیشرفته برای بهبودهای محسوس استفاده کردهاند.
1-6# صنعت خودرو
در ساخت قطعات خودرو، دقت و تکرارپذیری از اهمیت بالایی برخوردار است.
یک تأمینکننده بینالمللی خودرو یک سیستم پران پیشرفته با فناوری حسگر را برای نظارت و تنظیم نیرو و زمان پرتاب پیادهسازی کرد.
این نوآوری منجر به کاهش عیوب و بهبود قابل توجهی در زمان چرخه شد.
2-6# ساخت تجهیزات پزشکی

تجهیزات پزشکی باید از استانداردهای کیفی دقیق پیروی کنند.
یک تولیدکننده پیشرو در تجهیزات پزشکی سیستم پران خود را با مواد پیشرفته برای پینهای سیستم پران و سیستمهای کنترل یکپارچه ارتقا داد.
نتیجه طول عمر قالبها، کیفیت قطعات سازگارتر و کاهش هزینههای تولید بود.
3-6# لوازم الکترونیکی مصرفی
با پیچیدگی روزافزون محصولات الکترونیکی مصرفی، اگر یک تولیدکننده برجسته، اتوماسیون و نظارت در زمان واقعی را در سیستمهای پران خود ادغام کند.
این امر امکان کنترل دقیقتری بر پارامترهای پران را فراهم میکند و الزامات موردنیاز برای هندسههای پیچیده قطعات را برآورده میکند.
انتخاب نوع سیستم پران مناسب برای قالب پلاستیک برای اطمینان از حذف کارآمد، قابل اعتماد و باکیفیت بالا حیاتی است.
7# ملاحظات کلیدی
در اینجا ملاحظات کلیدی برای هدایت فرآیند انتخاب وجود دارد.
1-7# هندسه و پیچیدگی بخش
- شکلهای ساده: پران پین اغلب برای قطعات ساده با سطوح صاف مناسب است.
- هندسههای پیچیده: برای قطعات با جزئیات پیچیده یا دیوارههای نازک، صفحات استریپر، پرتاب تیغه یا سیستمهای سفارشی را در نظر بگیرید تا توزیع یکنواخت نیرو و جلوگیری از آسیب را فراهم کنند.
- قطعات استوانهای یا لولهای: پران اسلیو برای قطعات با سوراخهای مرکزی یا شکل استوانهای بهخوبی کار میکند و پشتیبانی یکنواخت را فراهم میکند و خطر آسیب را کاهش میدهد.
- قطعات زیر برش و زوایای کششی: قطعاتی که دارای زیر برش یا زوایای پیشکش ناکافی هستند ممکن است به سیستمهای بیرونکشی تخصصی مانند پینهای زاویهدار، اسلیوها یا صفحات استریپر نیاز داشته باشند.
- قطعه اندازه بزرگ و دیواره ضخیم: قطعات بزرگتر و دیوارههای ضخیمتر ممکن است به پینهای قطر بزرگتر، سیستم پرانهای سوپاپ یا سیستمهای خروج هوا برای ایجاد نیروی کافی بدون تغییر شکل نیاز داشته باشند.
2-7# الزامات نیروی بیرون راندن
قطعاتی که دیوارههای نازک، دندهها یا ضخامتهای متفاوت دارند، نیاز به سیستم پرانی دارند که نیرو را بهطور مساوی توزیع کند تا از تاب برداشتن یا ترکخوردن جلوگیری کند.
برای چنین مواردی از صفحات استریپر، سیستم پرانهای هوا یا چندین پین/اسیلو استفاده میشود.
3-7# خواص مواد
- نوع ماده: مواد مختلف دارای نرخ انقباض و خواص چسبندگی متفاوتی هستند.
بهعنوانمثال، مواد لاستیکی یا چسبنده ممکن است برای جلوگیری از چسبندگی و کاهش آسیب، نیاز به خروج هوا داشته باشند. - سختی سطح: مواد سختتر میتوانند روشهای تخلیه مکانیکی مانند پرتاب پین را تحمل کنند، در حالی که مواد نرمتر ممکن است به تکنیکهای پرانی ملایمتری نیاز داشته باشند.
- الزامات کیفیت سطح: برای نیازهای شدید کیفیت سطح (بهعنوانمثال قطعات شفاف یا تزیینی)، سیستم پران باید روی سطوح پنهان قرار گیرد تا از علائم جلوگیری شود.
4-7# ملاحظات هزینه و بودجه
- سرمایهگذاری اولیه: تخلیه پین بهطورکلی ارزانتر است، در حالی که سیستمهای هیدرولیک و پنوماتیک نیاز به سرمایهگذاری اولیه بالاتری دارند.
- هزینههای عملیاتی: هزینههای عملیاتی بلندمدت، از جمله تعمیر و نگهداری و خرابی احتمالی را در نظر بگیرید.
سیستمهای هیدرولیک و پنوماتیک معمولاً نیاز به تعمیر و نگهداری بیشتری دارند.
8# عیبیابی مشکلات رایج سیستم پران
با وجود طراحی و عملکرد دقیق، ممکن است مشکلاتی در مورد سیستم پران قالب پلاستیک ایجاد شود.
در اینجا مشکلات رایج و نحوه عیبیابی آنها آورده شده است:
- چسباندن یا کشیدن قطعات: این میتواند به دلیل نیروی پرتاب ناکافی یا قرارگیری ضعیف پین باشد.
برای حل مشکل، طراحی مجدد طرح پین یا افزایش تعداد یا اندازه پینها را در نظر بگیرید. - علائم پین سیستم پران: اگر پینها، روی قطعات علائم قابل رؤیت باقی میگذارند، ممکن است خیلی بزرگ، خیلی کم یا اشتباه قرار گرفته باشند.
اندازه پین و طرحبندی را مرور کنید. - پینهای سیستم پران شکسته یا خمیده: این معمولاً زمانی اتفاق میافتد که نیروی بیرون راندن خیلی زیاد باشد یا پینها بهاندازه کافی قوی نباشند.
جهت رفع، استفاده از مواد قویتر یا کاهش نیروی پرتاب را در نظر بگیرید.
9# پیشرفت در سیستمهای سیستم پرانی

بهطور مداوم پیشرفتهای فناوری قابلیتهای سیستم پران را بهبود میبخشد.
تکنیکها و مواد نوآورانهای برای بهبود دقت، طول عمر و کارایی معرفی شدهاند.
برخی از این پیشرفتها بهشرح زیر هستند:
1-9# استفاده از مواد پیشرفته برای پینهای سیستم پران
امروزه، مواد پیشرفته مانند پوششهای کربن الماس مانند (DLC) یا کاربید تنگستن، برای تولید پینهای سیستم پران استفاده میشوند.
این مواد مقاومت و دوام بالاتری نسبت به سایش دارند و پینها را قادر میسازند تا قبل از نیاز به تعویض، چرخههای بیشتری را تحمل کنند.
این پیشرفت نهتنها طول عمر پینهای سیستم پران را افزایش میدهد؛ بلکه بهرهوری کلی را بهبود میبخشد و هزینههای تعمیر و نگهداری را کاهش میدهد.
2-9# یکپارچه سازی فناوری حسگر
ترکیب فناوری حسگر در سیستم پران میتواند دادههای بلادرنگ را در مورد پارامترهای حیاتی مانند نیروی اعمال شده، موقعیت پین و زمان چرخه ارائه دهد.
این اطلاعات را میتوان برای انجام تنظیمات در محل مورداستفاده قرار داد که منجر به فرآیندهای تخلیه سازگارتر و قطعات باکیفیت بهتر میشود.
3-9# اتوماسیون و سیستمهای کنترل
معرفی سیستمهای اتوماسیون و کنترل پیشرفته، امکان کنترل زمان و نیروی پرتاب را بادقت بیسابقهای فراهم کرده است.
با کنترلکنندههای منطقی قابل برنامهریزی (PLC) و سیستمهای رابط مدرن، اپراتورها بهراحتی میتوانند پارامترها را برای شرایط خروج بهینه تنظیم کنند.
سخن آخر
در حوزه قالبگیری تزریقی، سیستم پران نقش مهمی ایفا میکند که فراتر از جداسازی صرف یک قطعه تمام شده از قالب است.
عملکرد مناسب آنها تولید قطعات با کیفیت بالا، فرآیند تولید روان و کارآمد و طول عمر بیشتر خود قالب را تضمین میکند.
درک جامع این سیستمها، از اجزای اساسی گرفته تا ملاحظات طراحی و مسائل رایج، برای کسانی که در صنایعی که به شدت به قالب پلاستیک متکی هستند، ضروری است.
در حالی که در جریان آخرین پیشرفتها قرار میگیرید، میتواند پیشرفتهای قابل توجهی در راندمان سیستم پران و فرآیند تولید کلی ایجاد کنید.
استقبال از پیشرفتهای جاری در مواد، حسگرها، اتوماسیون و انطباق، بدون شک آینده سیستمهای پران را شکل میدهد و استانداردهای جدیدی را برای دقت و عملکرد تعیین میکند.
در یک چشمانداز صنعتی در حال تحول، همگامی با این نوآوریها نهتنها موفقیت در تلاشهای تولید فعلی را تضمین میکند؛ بلکه سازمانها را در خط مقدم برتری فناوری قرار میدهد.
بهکارگیری این اصول راه را برای دستاوردهای بیسابقه در طیف وسیعی از صنایع که به قالب پلاستیک وابسته هستند، هموار میکند.
 |
درباره نویسنده : معصومه آذری
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.
