
جوشکاری ورق های فلزی یکی از مهم ترین بخش های جوشکاری در صنایع مختلف است؛
زیرا این جوشکاری در تولید محصولات مختلف مورد استفاده قرار می گیرد و
اگر از کیفیت بالایی برخوردار نباشد ممکن است صدمات جبران ناپذیری به شرکت های تولیدکننده وارد کند.
روش های مختلفی برای جوشکاری انواع ورق های فلزی وجود دارند؛ اما انتخاب روش مناسب به عوامل زیادی بستگی دارد.
به همین جهت در این مقاله به انواع جوشکاری ورق های فلزی و نکات مربوط به آن پرداخته شده است. لطفا تا انتهای مقاله با ما همراه باشید.
1# جوشکاری ورق های نازک فلزی
در جوشکاری ورق (Sheet Welding)، هدف اصلی جلوگیری از تاب خوردگی، سوختگی و تاثیرات مخرب گرما مانند Heat Affected Zone) HAZ) است.
(HAZ در واقع ناحیه ای از مواد پایه، اعم از فلز یا ترموپلاستیک است که ذوب نمی شود؛ اما ساختار و خواص آن در اثر حرارت شدید جوشکاری یا عملیات برش تغییر می کند).
در عملیات جوشکاری این ورق ها، می بایست اطمینان حاصل شود که
جوش از استحکام مکانیکی کافی برای کاربرد برخوردار است.
در این میان برخی از فرآیندهای جوشکاری بیشترین کنترل را بر روی حرارت برای رفع این چالش ها ارائه می دهند که عبارتند از:
- جوشکاری میگ انتقال اتصال کوتاه (short circuiting transfer MIG) یا قوس کوتاه (short arc):
این نوع از جوشکاری Metal Inert Gas) MIG) در فلز از طریق تماس مستقیم بین الکترود و حوضچه جوش با سرعت 20 تا 200 بار در ثانیه از الکترود به قطعه کار منتقل می شود.
- جوشکاری تیگ (TIG):
در فرآیند جوشکاری Tungsten Inert Gas) TIG)، جوش قطعات توسط یک گاز محافظ و بی اثر مانند گاز آرگون یا هلیوم انجام می شود.
- جوشکاری تیگ پالسی (pulsed TIG):
تیگ پالسی سخت ترین فرآیند جوشکاری است.
این جوش باید طول قوس کوتاهی داشته باشد؛ یعنی فاصله الکترود و فلز بسیار کم باشد.
بنابراین جوشکار برای جلوگیری از تماس الکترود و قطعه کار به دقت و مهارت زیادی نیاز دارد.
جوشکاری TIG پالسی بیشتر برای جوش دادن ورق های نازک فولاد ضدزنگ، فلزات غیر آهنی مانند آلومینیوم، منیزیم و آلیاژهای مس استفاده می شود.
این روش به طور قابل توجهی کندتر از سایر روش های جوشکاری است.

از آن جا که جوشکاری میگ انتقال اتصال کوتاه و جوشکاری تیگ پالسی زیرمجموعه ای از روش های جوشکاری MIG و TIG هستند،
در ادامه نکات مربوط به این دو روش در جوشکاری ورق های نازک فلزی شرح داده شده است.
1-1# نکات جوشکاری ورق های فلزی با روش MIG
- همیشه از کوچک ترین قطر سیم جوش ممکن استفاده کنید؛
زیرا سیم های کوچک تر گرمای کمتری برای ذوب شدن نیاز دارند و به فلز نیز حرارت کمتری وارد می کنند.
سیم های کوچک همچنین کنترل بیشتری بر روی نقاط جوش دارند؛
بنابراین اشتباهات را کاهش داده و رسوب کمتری ایجاد می کنند. - هیچ گاه از فلز پرکننده ضخیم تر از فلز پایه استفاده نکنید.
استفاده از سیم 0.023 یا 0.024 اینچی برای اکثر کارهای ورق فلزی نازک و سبک توصیه می شود. - بهتر است برای جوش دادن فولاد نرم، از سیم جوش ER70S-6 استفاده کنید.
- همیشه از یک گاز محافظ مبتنی بر آرگون (argon) با میزان بالا استفاده کنید؛
مانند ٪75 آرگون و ٪25 دی اکسید کربن (carbon dioxide).
آرگون گرمای کمتری نسبت به CO2 خالص دارد؛ بنابراین با استفاده از آرگون بیشتر پاشش کمتری را تجربه خواهید کرد. - هنگام جوشکاری فولاد زنگ نزن 304، سیم های ER308، ER308L و ER308LSI سازگار هستند؛
اما برای جوشکاری در ورق های فولاد زنگ نزن 316L، به سیم 316L نیاز دارید.
برای جوشکاری این مواد، از گاز مخلوط سه گانه ٪90 هلیوم، ٪8 آرگون و ٪2 CO2 استفاده کنید. - برای جوشکاری ورق فلز با سیم های جامد، از جوشکاری قطب معکوس (EP یا Electrode Positive) استفاده کنید؛
یعنی کابل انبر الکترود را به قطب مثبت و کابل مربوط به ورق فلزی را به قطب منفی وصل کنید.
در این روش الکترون ها از سمت ورق فلزی به سمت الکترود پرتاب می شوند. - سعی نکنید مواد نازکی مانند ورق های فلزی را با سیم های توپودری (flux-cored) جوش دهید که حرارت بیشتری را به فلز پایه وارد می کند.

2-1# نکات جوشکاری ورق های فلزی با روش TIG

- الکترودهای بزرگ مانند تنگستن 1.8 اینچی (1.8inch tungsten) را فراموش کرده و از الکترود کوچک تر استفاده کنید.
بهتر است در وهله اول از الکترودهای تنگستن Ceriated و به عنوان گزینه دوم از الکترودهای تنگستن Thoriated استفاده کنید.
معمولا قطرهای تا 0.020، 0.040 و تنگستن 1.16 اینچی (1.16inch tungsten) محبوب هستند.
الکترودهای کوچک تر در تنظیم حرارت کمتر بهتر عمل کرده و به جلوگیری از سوختگی کمک می کنند و
به شما امکان می دهند قوس را در ناحیه کوچک تری متمرکز کنید. برای ورق های فولادی، تنگستن را نوک تیز نگه دارید. - با این که پرکننده فلزی ER70S-2 یک انتخاب رایج برای فولاد است،
یکی دیگر از گزینه های محبوب برای جوشکاری ورق های فلزی، برنز سیلیکون (silicon bronze) است.
به این دلیل که نرم تر است و به خوبی ذوب می شود و حرارت مورد نیاز برای جوشکاری را نیز کاهش می دهد. - مهم است که فلز پرکننده ای را انتخاب کنید که نازک تر از فلز پایه یا تا حد امکان نزدیک به آن باشد.
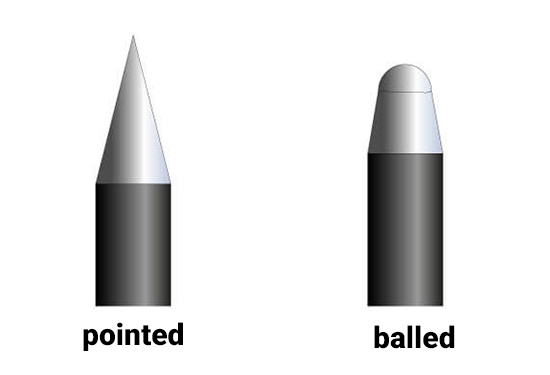
این تضمین می کند که قبل از این که فلز پرکننده به ورق فلزی اتصال پیدا کند، فلز پایه بیش از حد گرم نخواهد شد. - در مقایسه با الکترود تنگستن خالص گلوله ای (balled pure tungsten) که در جوشکاری های TIG معمولی استفاده می شود،
یک الکترود نوک تیز (pointed electrode) کنترل قوس بیشتری را فراهم می کند و
به شما امکان می دهد قوس را دقیقا در محل اتصال مدیریت کنید تا اعوجاج را به حداقل برسانید.
در تصویر زیر می توانید این دو نوع الکترود را مشاهده نمایید.
2# تکنیک هایی برای جوشکاری ورق های فلزی نازک
- بهتر است برای جلوگیری از سوختگی و تاب برداشتن، مشعل را به صورت ضربه ای به ورق نزدیک نکنید یا مثل بافندگی جوش ندهید.
- هرچه قوس جوشکاری زمان بیشتری در یک منطقه باشد، ورق گرم تر می شود و ممکن است محل اتصال ذوب شود یا تغییر شکل دهد.
- همیشه در یک خط مستقیم حرکت کنید و از سریع ترین سرعت ممکن استفاده کنید که اتصال برقرار شود.
علاوه بر این تکنیک های دیگری برای جوشکاری ورق های نازک وجود دارند که عبارتند از:
1-2# تکنیک جوش پراکنده یا Skip Welding
گرمای نابرابر توزیع شده باعث اعوجاج و تاب خوردگی ورق می شود که
باعث خرابی قطعاتی می گردد که باید در کنار هم قرار گیرند.
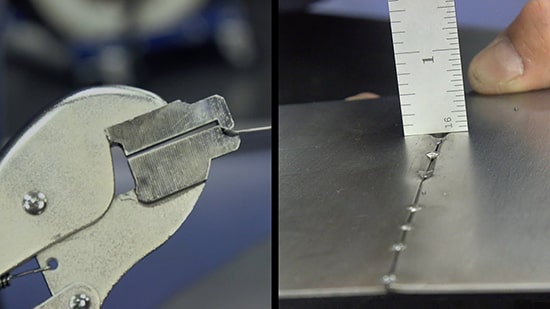
برای به حداقل رساندن تاب برداشتن، گرما را تا حد امکان به طور مساوی توزیع کنید.
شما می توانید این کار را با استفاده از روش جوشکاری پرشی انجام دهید که
شامل ایجاد یک سری جوش های متناوب یا بخیه مانند روی ورق می شود.
به تصویر زیر توجه کنید.

2-2# استفاده از یک فلز دیگر به عنوان رسانای حرارت یا Backing Bars
برای دفع سریع تر گرما در جوشکاری ورق به جای قرار دادن آن در هوای آزاد، بهتر است از
یک فلز دیگر به عنوان رسانای حرارت استفاده کنید؛ یعنی محل جوش را در تماس با یک میله خنک کننده قرار دهید.
در تصویر زیر نحوه استفاده از این روش به خوبی نمایش داده شده است.
فلز خنک کننده می تواند یک ورقه یا میله فلزی معمولا از جنس مس یا آلومینیوم باشد؛ زیرا گرما را به بهترین نحو انتقال می دهد.

3-2# چفت سازی (Fit-up) و طراحی مفصل (Joint Design)
جوشکاری ورق های فلزی نازک مستلزم اتصال محکم است.
اگر قطعات نتوانند به خوبی در کنار یکدیگر قرار بگیرند، فضایی ایجاد می شود که
نمی تواند گرما را جذب کرده و اتصال ایجاد کند.

برای جلوگیری از دوباره کاری، بهتر است از چفت بودن ورق ها اطمینان حاصل کنید.
همچنین می توانید سعی کنید قطعه را با مفصل یا اتصالاتی که گرمای بیشتری را تحمل می کنند جوش دهید.
تصویر زیر نمونه ای از کاربرد مفصل در جوشکاری ورق است.
 |
درباره نویسنده : ایرج طهماسبی وفا
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.


