
اگرچه شکل ظاهری چرخ دنده ها خیلی ساده به نظر می رسد؛
ولی اگر با دنده زنی آشنایی داشته باشید می دانید که فرآیند تولید چرخ دنده ها بسیار طولانی، پیچیده و دقیق است.
دنده زنی یک فرآیند صنعتی بسیار دقیق است که عدم انجام درست آن می تواند منجر به خسارات جبران ناپذیری شود.
اگر دوست دارید با فرآیند ساخت چرخ دنده ها بیشتر آشنا شوید تا انتهای این مطلب همراه ما باشید.
1# دنده زنی چیست؟
چرخ دنده ها قطعات صنعتی مهمی هستند که برای انتقال قدرت در سیستم های مکانیکی استفاده می شوند.
هر چرخ دنده از تعدادی دندانه تشکیل می شود و فاصله دندانه ها باید به صورت دقیقی ایجاد شود.
اگر فاصله دو دندانه از چرخ دنده طبق محاسبات ایجاد نشود، چرخ دنده مذکور قابل استفاده نخواهد بود.
به فرآیند ایجاد دندانه های یک چرخ دنده و تولید یک چرخ دنده از یک قطعه خام اولیه، دنده زنی گفته می شود.
از آن جایی که عدم استحکام و دقت کافی یک چرخ دنده می تواند باعث ایجاد حوادث و اتفاقات زیان باری شود،
فرآیند دنده زنی از اهمیت بسیار بالایی برخوردار است.
معمولا دنده زنی با استفاده از روش های حذف براده یا براده برداری انجام می شود که در ادامه آن ها را توضیح می دهیم.

2# مواد اولیه در دنده زنی
در فرآیند دنده زنی از مواد اولیه متنوعی متناسب با شرایط کاری، فشار و نیروی روی چرخ دنده استفاده می شود.
اصولا یک چرخ دنده باید دوام و استحکام کافی داشته باشد.
عمده ترین مواد اولیه مورد استفاده در دنده زنی شامل موارد زیر هستند:
- چرخ دنده چدنی
چدن یکی از ساده ترین و ابتدایی ترین موادی است که
می توان از آن به عنوان ماده اولیه برای ساخت چرخ دنده ها استفاده کرد.
از مهم ترین خواص چدن می توان به مقاومت در برابر سایش و سهولت ساخت اشکال پیچیده با روش ریخته گری اشاره کرد.

- چرخ دنده فولادی
فولاد مستحکم ترین و قوی ترین ماده در صنعت است که می توان از آن برای ساخت یک چرخ دنده استفاده کرد.
از چرخ دنده های فولادی برای شرایط کاری پرفشار و تحمل نیروهای شدید استفاده می شود.
معمولا برای افزایش استحکام دندانه (Teeth) چرخ دنده های فولادی، بعد از اتمام دنده زنی، روی چرخ دنده عملیات حرارتی انجام می شود.

- چرخ دنده برنزی
اگر میزان اصطکاک و سایش دو چرخ دنده مثلا فولادی خیلی زیاد باشد و موجب آسیب زیاد به یکی از چرخ دنده ها شود،
چرخ دنده ای که بیشتر تحت فشار است با یک چرخ دنده برنزی جایگزین می شود.
مهم ترین مزیت چرخ دنده های برنزی، مقاومت بالای آن ها در برابر سایش و فرسودگی ناشی از اصطکاک است.

3# ویژگی های چرخ دنده
اصولا بعد از اتمام فرآیند دنده زنی، چرخ دنده یا همان محصول نهایی باید مورد بررسی قرار بگیرد و اصطلاحا کنترل کیفی شود.
اصولا بازرسان از سه اصل برای بررسی و تایید کیفیت یک چرخ دنده استفاده می کنند که عبارتند از:
- استحکام کششی بالا در برابر نیروهای ساکن
- استقامت بالا در برابر ضربه و نیروهای دینامیکی مشابه
- ضریب اصطکاک پایین

4# روش های مختلف دنده زنی
حالا نوبت آن رسیده که درباره روش های مختلف دنده زنی صحبت کنیم.
اصولا هزینه های ساخت چرخ دنده به سه بخش تقسیم می شوند.
60 درصد از هزینه ها مربوط به ساخت دنده، 30 درصد مربوط به عملیات حرارتی و 10 درصد مابقی مربوط به هزینه های خرید مواد اولیه است.
در ادامه روش های دنده زنی را معرفی می کنیم.
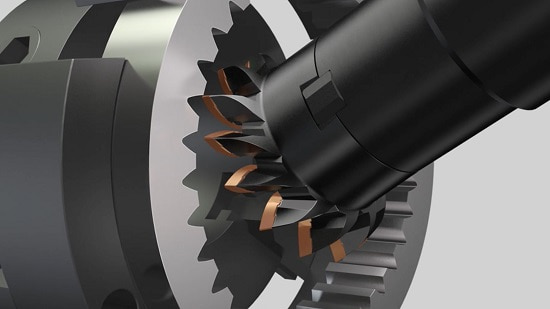
1-4# سنبه زنی (Hobbing)
به روش سنبه زنی اصطلاحا براده برداری (Machining) نیز گفته می شود.
در این روش از یک ابزار به نام هاب یا همان سنبه استفاده می شود.
هاب یک ابزار مارپیچی و دوار است.
در این روش هم قطعه کار و هم هاب نسبت به هم در حال چرخش هستند و
از برخورد هاب و قطعه کار، دندانه های چرخ دنده ایجاد می شوند.
در روش هابینگ می توان همزمان چند چرخ دنده را تراشید؛ بنابراین سرعت این روش نسبتا بالا است.

2-4# فرم دهی (Shaping)
روش فرم دهی نیز زیرشاخه براده برداری است.
در این روش ابزار کار یا همان کاتر (Cutter) به صورت رفت و برگشتی حرکت می کند و
بر اثر حرکت رفت و برگشتی ابزار، قطعه کار یا همان دنده شروع به دوران می کند.
بر اثر برخورد بین این دو قطعه، دندانه ها ایجاد می شوند.
کاتر یا ابزار کار در این روش می تواند یک چرخ دنده، یک ابزار تک نقطه یا یک دنده شانه باشد.

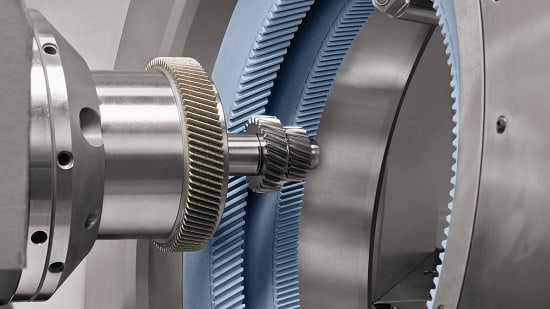
3-4# خانکشی (Broaching)
روش خانکشی سریع ترین روش دنده زنی است.
به این روش اصطلاحا فرم تراشی (Form-Cutting) نیز می گویند.
تفاوت فرم تراشی با براده برداری در کاتر یا ابزار کار است.
در روش های براده برداری از یک ابزار ساده با هدف ایجاد دندانه خارجی استفاده می شود؛
ولی در روش فرم تراشی، یک ابزار با فرم مشخص به کار می رود.
فرم ابزار مورد استفاده با فرم نهایی چرخ دنده یکسان است و برای ایجاد دنده داخلی مورد استفاده قرار می گیرد.
خان (Broach) یک ابزار متشکل از تعداد زیادی دندانه است که
با هر حرکت رفت و برگشتی خان مقداری از براده های قطعه کار یا همان دنده برداشته شده یا اصطلاحا خانکشی می شود.

4-4# فرزکاری (Milling)
فرزکاری یکی از اصلی ترین و در واقع اولین روش های دنده زنی است.
در فرزکاری از یک تیغ فرز به عنوان ابزار کار استفاده می شود.
ابتدا تعداد دنده ها محاسبه شده، تنظیمات دستگاه انجام می شود و
بعد جداکننده دستگاه فرز روی زاویه مشخصی تنظیم می شود.
سپس بر اثر حرکت دورانی فرز و برخورد تیغه با قطعه کار، دندانه ها ایجاد می شوند.
5# پرداخت قطعه (Finishing)
بعد از اینکه چرخ دنده با یکی از روش های دنده زنی به شکل و فرم مورد نظر سازنده رسید، قطعه باید برای فرآیند پرداخت آماده شود.
دنده پرداخت نشده مثل اسلحه بدون گلوله می باشد و هیچ کاربردی ندارد.
درواقع در فرآیند پرداخت، قطعه ابتدا از نظر ابعاد مورد بررسی قرار می گیرد و
اگر از ابعاد دقیقش بزرگ تر باشد، با استفاده از ابزارهای دقیقی، به ابعاد مورد نظر می رسد.
در گام بعدی قطعه تحت عملیات حرارتی قرار می گیرد و به استحکام نهایی می رسد.
روش های پرداخت عبارتند از:
- اصلاح (Shaving)
شیوینگ یا اصلاح یکی از روش های پرداخت بعد از دنده زنی است.
در این روش از یک ابزار که دقیقا هم اندازه قطعه است استفاده می شود.
شیوینگ به دلیل قیمت بالای ابزارها، بسیار گران قیمت است؛ اما سرعت آن بالاست.
در روش شیوینگ مقدار کمی، شاید 3 درصد از قطعه با استفاده از براده برداری حذف شده و قطعه به ابعاد دقیق خودش می رسد.

- سنگ زنی (Grinding)
سنگ زنی گاهی اوقات به عنوان یک روش تولید یا دنده زنی کاربرد دارد؛
ولی در %95 مواقع به عنوان یک روش پرداخت مورد استفاده قرار می گیرد.
در این روش از یک سنگ که ابعادش دقیقا به اندازه فاصله بین دندانه های چرخ دنده است استفاده می شود.
با حرکت دورانی چرخ دنده ها، تلرانس (Tolerance) یا میزان اضافی دنده حذف شده و قطعه به ابعاد موردنظر می رسد.

- هونینگ (Honing)
هونینگ کمی مشابه سنگ زنی است؛ ولی دقت و ظرافت بسیار بیشتری دارد.
اگرچه ظرافت و دقت این روش بسیار بالا است، ولی سرعت آن پایین است.
در این روش از یک سنگ سنباده برای جداکردن و برداشتن مقدار کمی از براده ها استفاده می شود.
6# عملیات حرارتی
آخرین قدم برای آماده کردن یک دنده بعد از اتمام دنده زنی و پرداخت، عملیات حرارتی (Heat Treatment) است.
عملیات حرارتی به منظور افزایش استحکام دندانه های یک چرخ دنده استفاده می شود.
در این روش ابتدا دنده داخل کوره و تحت حرارت بالا قرار می گیرد.

بعد از مدتی قطعه از کوره خارج شده و به مرور زمان سرد می شود.
اگر عملیات حرارتی به درستی انجام نشود، احتمال شکستن قطعه بسیار بالا خواهد بود.
 |
درباره نویسنده : مبین غفاری
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.



سلام
اگر در گیربکسی که چرخ دنده های فولادی دارد یکی از چرخ دنده ها با چرخ دنده چدنی جایگزین شود چه مشکلاتی ممکن است بوجود آید؟(بجز موارد مربوط به خواص جنس چرخ دنده که در این مطلب گفته شده)مثلا درگیری چرخ دنده فولادی درمقابل چدنی اصلا امکان پذیر است؟ یا مانند نقره و طلا باهم سازش ندارند؟
سلام همراه گرامی
از همراهی شما با سایت نماتک متشکریم.
با عرض پوزش ما یک مجموعه آموزشی هستیم و در زمینه های فنی ارائه خدمات و مشاوره و دانش مرتبط برای پاسخگویی به سوالات تخصصی عزیزان رو در بخش کامنت های سایت نداریم.
تنها راه پیشنهادی ما این هست که از فضای فروم نماتک برای دریافت راهنمایی استفاده بفرمایید تا عزیزانی که در این زمینه دانش و شناخت کافی دارند، پاسخگوی سوالات شما باشند.
آدرس فروم نماتک: https://katibeha.com/
موفق باشید.
سلام و عرض و ادب واقعا مطالب هاتون عالی هستن اگه محبت کنین
روش چرخ دنده و فرمول آن بیان کنین
باتشکر
سلام همراه گرامی
ضمن تشکر از محبتی که به ما دارید در رابطه با موضوع چرخ دنده ها ما یک مقاله در سایت در حال حاضر داریم که پیشنهاد میکنیم این مطلب رو مطالعه بفرمایید، احتمالا به بخشی از پرسش های شما پاسخ داده بشه.
موفق باشید.
لینک مقاله چرخ دنده چیست؟
سلام خسته نباشید
من اموزشهای شما رو مرتب پیگیری می کنم
بسیار عالی هستند
لطفا تنضیمات دستگاه شیوینگ دنده رو
داخل سایت قرار بدید
با تشکر فراوان
سلام جناب رحیمی بزرگوار
از همراهی شما با سایت نماتک صمیمانه سپاسگزاریم و خرسندیم که مطالب برای شما کاربردی بودند.
حتما پیشنهاد شما رو به تیم تولید محتوا ارجاع خواهیم داد.
موفق باشید
مطلب دنده زنی بسیار کامل و دقیق و جالب بود موفق باشید .
سلام خدمت شما دوست عزیز
خیلی ممنون از همراهی شما با سایت نماتک.
موفق و موید باشید.