
شناخت عیوب ریخته گری برای تولید یک قطعه سالم و باکیفیت اهمیت زیادی دارد.
با داشتن اطلاعات درباره ویژگی های هر یک از انواع عیوب ریخته گری می توان برای جلوگیری از آن و یا رفع آن اقدام مناسبی انجام داد.
ما در این مقاله به بیان ساده این عیوب را معرفی می کنیم و عوامل ایجاد آن ها را بررسی می کنیم، همراه ما باشید.
1# تعریف عیوب ریخته گری
عیب ریخته گری در حقیقت یک بی نظمی ناخواسته است که در فرآیند ریخته گری فلز ظاهر می شود.
دلایل مختلفی وجود دارد که مسئول نقص در فلز ریخته شده است.
در ادامه به انواع عیوب ریخته گری خواهیم پرداخت.
این را هم باید بدانید که برخی از عیوب تولید شده ممکن است نادیده گرفته یا قابل تحمل برای قطعه باشند و
برخی قابل قبول نیستن و برای عملکرد بهتر قطعات باید برطرف شوند.
عیوب ریخته گری به شش دسته کلی زیر تقسیم بندی می شوند که
هر کدام خود دارای انواعی هستند که در ادامه به بررسی آن ها می پردازیم:
- تخلل گاز
- نقص انقباض
- نقص مواد قالب
- نقص در ریختن فلز
- نقص متالورژی
- نقص فرم ریخته گری
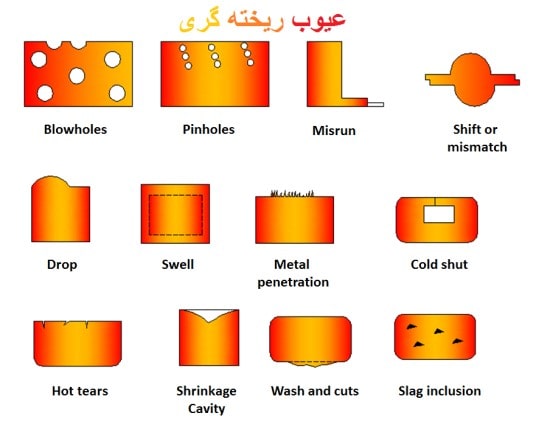
2# تخلخل یا مک گاز در ریخته گری (GAS POROSITY)
در مناطقی از قطعه که دارای تخلیه نامناسب هستند یا در آن جا رطوبت بیش از حد وجود دارد، سوراخ هایی ظاهر می شوند.
به طور خاص، این عیوب ریخته گری می توانند توسط شن و ماسه، رطوبت بیش از حد یا دمای بیش از حد فلز مذاب ایجاد شوند که
منجر به جذب بیش از حد گاز می شود.
وقتی فلز چدن در قالب جامد می شود، نمی تواند به اندازه مایع گاز را نگه دارد؛ بنابراین آن را آزاد می کند.
این بخشی از دلیل نفوذ ناپذیری قالب ها برای خروج گاز است.
چندین عامل می تواند باعث نفوذ ناپذیری شود که می تواند منجر به گیر افتادن حباب های گاز در داخل فلز شود.
این حباب ها می توانند شامل موارد زیر باشند:
1-2# سوراخ های کوچک (Pinholes)
سوراخ های کوچکی در قسمت بالای ریخته گری وجود دارد.
آن ها معمولاً در سطح ریخته گری قرار دارند و با چشم غیر مسلح قابل مشاهده هستند.
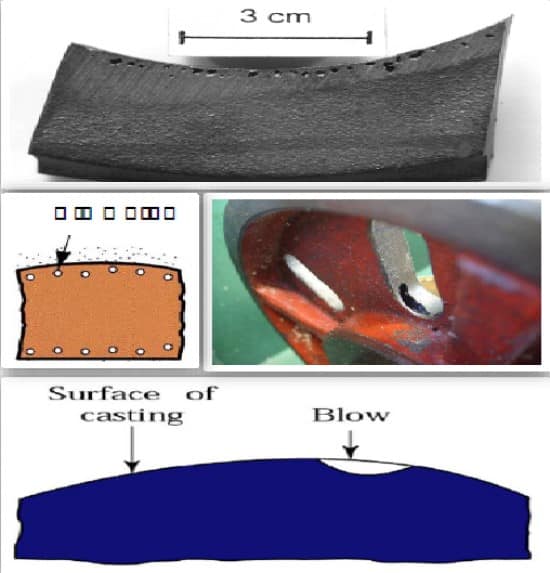
2-2# سوراخ های بزرگ داخلی (Subsurface blowhole)
سوراخ های بزرگتری هستند که می توانند در داخل قطعه ریخته شده، ظاهر شوند.
منفذهای داخلی که با چشم غیر مسلح دیده نمی شوند و
توسط اشعه ایکس، هارمونیک، التراسونیک یا آنالیز مغناطیسی قابل تشخیص هستند.
3-2# سوراخ های باز (Open holes)
سوراخ های باز در سطح قطعه ظاهر می شوند.
این نقص ها در اثر گیر افتادن هوا هنگام ریختن فلز در قالب ایجاد می شود.
یک نوع کم عمق از سوراخ های باز نیز وجود دارد که اسکار نامیده می شود.
با اطمینان از خشک بودن و نفوذ پذیری شن و ماسه قالب، می توان از به وجود آمدن سوراخ ها جلوگیری کرد.
لازم به ذکر است که ماسه درشت تر، نفوذپذیرتر است.
حتی استفاده از ماسه خیلی ریز نیز می تواند از نفوذ پذیری مطلوب جلوگیری کند.
قالب های ماسه ای که بیش از حد ریز شده اند، نفوذپذیری خود را از دست می دهند؛ بنابراین مهم است که در این کار زیاده روی نکنید.

3# نقص انقباض (Shrinkage Defects)
نقص انقباض به این دلیل ظاهر می شود که آلیاژهای فلز با سرد شدن کوچک می شوند.
کوچک شدن قطعه آلیاژ هنگام جامد شدن طبیعی است (که هنگام طراحی قالب باید در محاسبات لحاظ شود).
با این حال هنگامی که فلز به طور یکنواخت کوچک نمی شود، این عیوب ریخته گری ایجاد می شوند و
باعث می شود که شکل محصول نهایی مخدوش شود یا سوراخ های داخلی ایجاد شود.
نقص انقباض زمانی ظاهر می شود که فلز مایع در قالب با دمای یکسان نباشد.
این امر دو دلیل احتمالی دارد:
- فلز ریخته شده در قالب خیلی داغ است.
- فلز در حال جامد شدن ناهموار است.
انجماد ناهموار اغلب هنگامی اتفاق می افتد که طراحی قالب از قانون انجماد جهت دار چشم پوشی کند.
با اطمینان از تأمین مداوم و یکنواخت فلز مایع در قالب، می توان مشکلات مربوط به جریان مداوم در دمای مناسب (که به جامد شدن ناهموار کمک می کند) را کاهش داد.
این امر با استفاده از کانال هایی برای عبور فلز به داخل قالب (سیستم در حال اجرا) و مخازن فلز مایع در بالای قالب، باید انجام شود.
علاوه بر این، می توان به قالب ها لایه باز داد که انتهای قطعات باریک متصل به قطعات ضخیم تر را گسترده می کند؛
زیرا این امر باعث می شود که بخش های ضخیم تر، فلز مایع را به اندازه کافی قبل از جامد شدن قسمت نازک دریافت کنند.
4# نقص مواد قالب یکی از عیوب ریخته گری (Mold Material Defects)
نقص مواد قالب ناشی از مواد قالب است؛ اما همچنین می تواند ناشی از مشکلات طراحی قالب نیز باشد.
این بزرگترین دسته نقص ریخته گری محسوب می شود که از هفت نوع اساسی تشکیل می شود:
- برش و شستشو (Cuts and washes): برش و شستشو هنگامی ایجاد می شود که فلز مایع هنگام ریختن بخشی از قالب را فرسایش دهد و
شن و ماسه مقاومت حرارتی کافی برای مقاومت در برابر آن را نداشته باشد. - تورم یا برجستگی (Swells): تورم به صورت ناحیه متورم روی قطعه تمام شده ظاهر می شود.
این نقص زمانی اتفاق می افتد که قالب خیلی نرم باشد؛ به طوری که وزن فلز مایع، شن را به سمت خارج هل می دهد. - قطره (Drops): قطره ها به صورت برجستگی های نامنظم در قسمت های بالای ریخته گری ظاهر می شوند.
وقتی قالب ضعیف است و شن در فلز مایع می ریزد، ایجاد می شوند.  فرورفتگی (Run out): فرورفتگی هنگامی رخ می دهد که قالب نشت می کند و
فرورفتگی (Run out): فرورفتگی هنگامی رخ می دهد که قالب نشت می کند و
مقدار ناکافی از فلز را برای تشکیل ریخته گری مورد نظر باقی می گذارد.- ذوب (Fusion): همجوشی به صورت پوسته ای شیشه ای روی سطح قطعه ریخته شده نشان داده می شود.
زمانی اتفاق می افتد که مقداری از شن موجود در قالب ذوب شده و با ریخته گری فیوز می شود. - نفوذ فلز (Metal penetration): وقتی دانه های شن هر دو سست و بزرگ باشند،
فلز مذاب می تواند به داخل قالب نفوذ کرده و باعث ایجاد سطح ناصافی در ریخته گری شود. - رگ دار شدن (veins): خطوط نامنظمی در امتداد سطح ریخته گری است که
در اثر حرارت فلز مذاب باعث انبساط شن می شود.
اطمینان از این که قالب ها به اندازه کافی رمینگ برای نگه داشتن فلز مذاب دریافت می کنند، یک روش موثر برای کاهش همه این مشکلات است.
همچنین اطمینان حاصل کنید که فلز ریخته شده خیلی داغ نیست.
با این حال، روش های دیگری برای رفع این عیوب ریخته گری وجود دارد که از نقص به نقص دیگر متفاوت است.
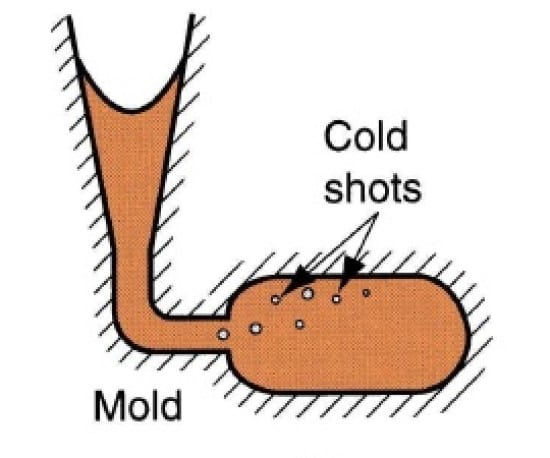
5# نقص در ریختن فلز (POURING CASTING DEFECTS)
برخلاف نقایص قبلی، این عیوب ریخته گری هنگام پایین آمدن دما در طی فرآیند جوش، ظاهر می شوند و
عوامل ایجاد آن به سه دسته تقسیم می شوند:
- سیالیت ناکافی فلزات
- استفاده از سیستم راهگاهی نامناسب
- بارریزی منقطع
به زبان ساده نقص در ریختن فلز از دمای بیش از حد سرد فلز به محض رسیدن به داخل قالب، ناشی می شود.
این نقص ها می توانند ناشی از ریختن ساده فلز در مواقعی که گرم نیست باشند.
با این حال، حتی اگر فلز در اصل در دمای مطلوب ریخته شود، نقص می تواند به دلیل ضعف سیستم های دروازه ای باشد که
باعث می شود فلز قبل از ورود به قالب خیلی خنک شود یا بخش های قالب خیلی نازک باشد.
بخش های نازک به دلیل نازک بودن می توانند بخش های قالب دیگر را جامد و مسدود کنند.
در بیشتر موارد، با اطمینان از گرم نگه داشتن فلز مذاب و مطابقت کامل دما با داخل قالب، می توان از نقص فلزی جلوگیری کرد.
می توان دمای ریخته گری را به سادگی افزایش داد.
افزایش نفوذپذیری گاز قالب نیز می تواند باعث تخلیه سریع تر گازها شود، به طوری که فلز زمان کمتری برای خنک شدن دارد؛ در حالی که هنوز به داخل قالب جریان دارد.
سردجوشی به طور خاص می تواند ناشی از ریختن بدون احتیاط باشد؛ بنابراین اطمینان از ریختن صاف فلز نیز می تواند به این مشکل کمک کند.
6# نقص متالورژی در ریخته گری (Metallurgical Defects)
نقص متالورژی در صورت بروز مشکل در فلز ریخته گری، خودنمایی می کند.
سه نوع نقص متالورژی وجود دارد که شامل موارد زیر است:
- گنجاندن سرباره (Slag Inclusion)
- پارگی داغ (Hot Tears)
- نقاط داغ (Hot Spots)
ورود سرباره قبل از این که فلز به قالب برسد، زمانی اتفاق می افتد که
فلز به درستی خالص نشده یا قسمت بالای فلز (جایی که سرباره در آن قرار دارد) داخل ریخته شود.
می تواند نشانه تمیز نبودن قالب ها باشد.
پارگی داغ ناشی از قالب هایی است که بد طراحی شده اند و
باعث نمی شوند قسمت ریخته گری از همه جهات جمع شود.
در اثر خنک سازی نامناسب، به لطف طراحی قالب یا خاموش بودن ترکیب شیمیایی فلز، نقاط داغ ظاهر می شوند.
با استفاده از قالب های استاندارد طراحی شده که ریخته گری را به طور مساوی خنک می کند و
روش مناسب را در شرایط گرم تغییر شکل می دهد، می توان احتمال هر دو را بسیار کاهش داد.
روش دیگر برای نقاط گرم، تغییر ترکیب شیمیایی ممکن است به حل مشکل کمک کند.
سرباره باید قبل از ریختن خارج شود.
این کار را می توان با افزودن عناصر به مایع برای ایجاد شناور سرباره در قسمت بالایی که می توان آن را خارج کرد یا
با استفاده از ملاقه ای که از ته آن فلز می ریزد، انجام داد.
با قرار دادن فیلتر سرامیکی در سیستم دروازه، سرباره را می توان از ریخته گری نیز دور نگه داشت.
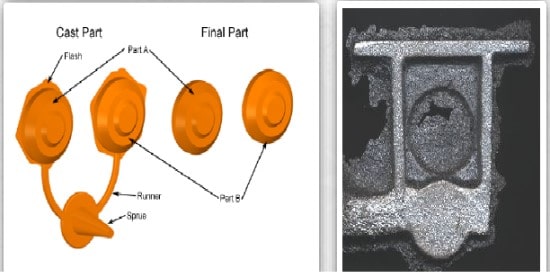
7# نقص فرم ریخته گری (Casting Shape Defects)
این نوع از عیوب ریخته گری نیز شامل دو علت اصلی زیر می شود:
- عدم تطابق (Shift/mismatch): زمانی اتفاق می افتد که قسمت های بالا و پایین قالب قبل از ریختن فلز به درستی ردیف نشده باشد.
- فلاش یا باله (Flash, fin and burrs): وقتی که قالب به درستی وزن نشده و بست نمی شود یا در هسته یا قالب شکاف ایجاد می شود.
برای جلوگیری از نقص فرم ریخته گری، مطمئن شوید که الگوی صفحه و تراز بودن یکسان است.
این می تواند کمک کند تا ببینید آیا در پین ها عدم دقت وجود دارد.
گاهی اوقات با جمع آوری مجدد قالب می توان مشکل را برطرف کرد.
در عین حال، با قطع و پر کردن آن، می توان از شر فلش جزئی در ریخته گری های کامل خلاص شد، گرچه ممکن است گران شود.

درباره نویسنده : نفیسه سجادی
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.



سلام علیکم
بنده مهندس نیستم و بصورت تجربی دارم ریخته گری آلومینیم انجام میدم برای ساخت قالب های کوچیک آلومینیومی برای دستگاه پلاستیک دستی
مقاله جامع و خوبی بود ولی اگر یک مقدار تصاویر و مثالهای کارگاهی بیشتر میداشت خیلی بیشتر بدرد میخورد
سلام جناب احمدی
سپاس بیکران از اینکه همراه ما هستید و با تجربه خوبتون ما رو مفتخر کردید
حتما پیشنهادی که دادید رو در اختیار تیم تولید محتوا قرار خواهیم داد تا در راستای بهبود کیفیت مقاله ازش استفاده کنند
موید باشید
سلام جهت ازبین بردن تخلخل ومک در قطعه ریخته گری چدنی چه نکاتی را بایستی مد نظر قرارداد تا در زمان رادیوگرافی این عیوب در آن ظاهر نشود .با تشکر
سلام جناب مهندس
ضمن سپاس از همراهی شما با سایت نماتک ممنون میشیم سوالات تخصصی خودتون رو در بخش تالار گفتگوی نماتک مطرح بفرمایید تا عزیزانی که در این حوزه تجربیات و دانش دقیق تری دارند پاسخگوی شما باشند.
موفق باشید.
https://katibeha.com/
با سلام و خسته نباشید
مترجمی مقالات تخصصی نیازمند آشنایی با لغات تخصصی و اصطلاحات آن رشته است تا خواننده مطلب را درک کند. من که فوق لیسانس متالورژی دارم و صاحب حدود ۴۰ سال تجربه کار عملیاتی در این حوزه هستم خیلی از مطالب مقاله شما را با تجربه عملی که داشتم تونستم متوجه بشم که منظورتان چیست. امیدوارم در کارتان موفق باشید و برای این منظور لطفا مقالات تخصصی را پس از ترجمه جهت بررسی، نظر یک متخصص را جویا شوید. در آخر از تهیه این مقاله از شما سپاسگذاری میکنم.
سلام همراه گرامی وقت بخیر
سپاس از توجه و لطف شما
پیشنهادی که فرمودید به تیم محتوا منتقل خواهد شد.
موفق و سلامت باشید