
برش کاری یکی از ده ها عملیات مکانیکی است که در فرآیند تولید قطعات مختلف مورد استفاده قرار می گیرد.
تقریبا هیچ صنعتی را نمی توان پیدا کرد که بی نیاز از این عملیات مکانیکی باشد.
برای اجرای برش کاری از ابزارهای مختلف دستی و ماشینی استفاده می شود.
در ادامه قصد داریم به بررسی روش ها و ابزارهای مختلف برش قطعات بپردازیم.
تا پایان این مطلب با ما همراه باشید.
۱- برش کاری چیست؟
در ابتدا لازم است که تعریفی ساده از مفهوم برش کاری (Shearing) ارائه دهیم.
برای برش دادن یک قطعه لازم است که نیروی خارجی به آن وارد کنیم تا یک بخشی از آن را جدا کنیم.
این قطعه ممکن است ورق، لوله، شمش یا... باشد.
نیروی خارجی می تواند با استفاده از یک دستگاه ساده مانند قیچی انجام شود.
حتی این امکان وجود دارد که با اعمال حرارت متمرکز روی ناحیه خاصی از قطعه، یعنی با استفاده از شعله گاز یا لیزر عملیات برش دهی انجام شود.
به طور کلی با اجرای برش کاری تغییری در ماهیت شیمیایی قطعات رخ نمی دهد.
بلکه به دنبال ایجاد تغییر در ابعاد و اندازه آن ها به منظور تولید وسایل خاصی هستیم.
متغیرهای اصلی که در فرآیند برش باید مد نظر قرار بگیرند، عبارت اند از:
- نیروی لازم برای برش
- سرعت اعمال نیروی برش
- جنس قطعه
- ابعاد قطعه

هر فرآیند برش دهی فارغ از این که با چه ابزاری صورت می گیرد، از منطق مشخصی پیروی می کند.
روند برش کاری را می توان در سه مرحله زیر خلاصه نمود:
- ایجاد تغییر شکل در محل برش قطعه کار
- نفوذ ابزار برش درون قطعه کار و ایجاد خطوط شکستگی در آن
- ادامه فرآیند برش دهی به منظور جدا شدن بخش مد نظر از قطعه
۲- انواع روش های برش
برش کاری صرفا محدود به فلزات نیست؛ اما معمولا برش فلزات بیش از سایر قطعات با جنس های مختلف در صنعت موضوعیت پیدا می کند.
بنابراین در این مطلب تمرکز ما روی برش فلزات است.
روش های برش دهی فلزات را می توان بر اساس فاکتورهای مختلفی دسته بندی کرد.
ما در این مطلب مبنای خود را استفاده از عامل خارجی حرارت برای اعمال نیروی برش قرار می دهیم.
به این ترتیب اگر در برش یک قطعه از حرارت دهی استفاده نشود، برش سرد لقب می گیرد.
اما اگر در برش یک قطعه حرارت دهی انجام شود، به عنوان برش گرم شناخته می شود.
بر این اساس به بررسی انواع روش های برش کاری فلزات می پردازیم.
۳- برش کاری سرد
اعمال حرارت برای برش دادن قطعات به معنی مصرف انرژی است.
طبیعی است که مصرف انرژی نیز هزینه های تولید را افزایش می دهد.
نکته مهم دیگر این است که با اعمال حرارت به قطعه کار، عملا باعث ایجاد تغییراتی در خصوصیات فیزیکی آن به صورت موضعی می شویم.
بنابراین طبیعی است که اگر امکان برش کاری بدون نیاز به اعمال حرارت فراهم شود، تولیدکنندگان از آن استقبال کنند.
روش برش دهی سرد برای آن دسته از قطعات فلزی استفاده می شود که سختی کمتری دارند.
در کنار آن ابزارهای برش کاری سرد معمولا از تکنولوژی پیچیده ای برخوردار نیستند و قیمت مقرون به صرفه ای نیز دارند.

در ادامه پرکاربردترین روش های برش کاری فلزات به صورت سرد را معرفی می کنیم.
۳-۰-۱- 1) برش با گیوتین
گیوتین از منطقی مشابه قیچی پیروی می کند.
یک گیوتین از دو لبه تشکیل می شود که معمولا لبه پایینی به صورت ثابت و لبه بالایی به صورت متحرک است.
لبه بالایی حول محور تکیه گاه حرکت خطی دارد.
برای برش میلگرد، لوله و سایر قطعات فلزی با مقاطع مشابه از گیوتین استفاده می شود.
به این صورت که قطعه کار روی لبه پایینی گیوتین تنظیم می شود.
سپس لبه بالایی گیوتین به سمت پایین حرکت داده می شود.

نیروی فشاری مورد نیاز برای برش قطعات فلزی با استفاده از اصل پاسکال تامین می شود.
به این معنی که یک مدار هیدرولیک برای گیوتین در نظر گرفته می شود که با فشار روغن کار می کند و نیروی محدود دست از طریق مدار هیدرولیک به صورت تصاعدی افزایش پیدا می کند.
در نتیجه نیروی نهایی برای برش کاری قطعه فلزی تامین می شود.
۳-۰-۲- 2) برش دوار
یکی دیگر از روش های برش کاری که از قضا در کشور ما نیز پرکاربرد است، برش دهی دوار است.
برای این منظور از دستگاه برش دوار استفاده می شود.
برخی از این دستگاه ها در سایز کوچک تولید شده و قابل حمل هستند؛ اما برخی دیگر ابعاد بزرگی دارند و برای برش دهی قطعات ضخیم و با سایز بزرگ استفاده می شوند.

در این دستگاه از یک تیغه دوار استفاده می شود که با سرعت بالایی حول محور خود می چرخد.
ابتدا لازم است که قطعه کار روی گیره قرار بگیرد و به خوبی مهار شود.
سپس دستگاه روشن شده و تیغه برش در تماس با آن قرار می گیرد.
تیغه به آرامی به سمت جلو حرکت داده می شود و قطعه را برش می دهد.
نکته مهم این است که از برش دوار معمولا برای عملیات برش کاری به صورت خطی استفاده می شود.
۳-۰-۳- 3) برش واترجت
یکی از روش های صنعتی برش کاری سرد، تحت عنوان واترجت شناخته می شود.
در این روش از جریان آب با فشار بسیار زیاد برای برش قطعات استفاده می شود.
در عین حال بسته به نوع قطعه کار، ذرات ساینده ای نیز با آب ترکیب می شوند که قدرت برش دهی را افزایش می دهند.

از این روش برای برش دهی قطعات نرمی استفاده می شود که نسبت به حرارت بسیار حساس هستند.
در صنایع پیشرفته ای مانند خودروسازی و هوافضا از روش واترجت برای برش کاری قطعات استفاده می کنند.
اگر صاف بودن لبه برش برای شما خیلی اهمیت دارد، واترجت به عنوان یکی از بهترین روش های برش دهی پیش روی شماست.
سرعت و دقت برش با این روش بسیار بالاست.
همچنین ضخامت بالای قطعه کار نیز مانعی بر سر راه برش دهی واترجت نیست.

۳-۰-۴- ) برش کاری دستی
از جمله روش های برش قطعات استفاده از ابزارهای دستی مانند قیچی های مخصوص، اره کاری و... می توان اشاره کرد.
این روش به علت عدم نیاز به ابزارهای پیشرفته و آموزش دیدن اپراتور برای استفاده از آن ها، جزء ارزان ترین روش ها به حساب میاید؛ اما در صنعت از این روش بیشتر برای ایجاد برش در قطعات کوچک استفاده می کنند و با توجه به اینکه نیروی لازم برای برش قطعه کار باید توسط دست اپراتور و ابزار اون به قطعه منتقل شود، معمولا برای برش در ابعاد بزرگ راه حل مناسبی نیست.
۳-۱- برش کاری گرم
از برش کاری گرم زمانی استفاده می شود که سختی قطعه کار بالاست.
در چنین شرایطی روش های برش دهی سرد نه تنها کارآمد نیستند؛ بلکه ممکن است به قطعه کار آسیب هم وارد کنند.
بنابراین با استفاده از حرارت سعی می شود تا ابتدا سختی محل برش به صورت موضعی کمی کاهش پیدا کند.
البته میزان حرارت دهی نباید تا حدی باشد که باعث تغییر خواص مکانیکی یا شیمیایی قطعه کار گردد.
مهم ترین روش های برش کاری گرم را در ادامه معرفی می کنیم.
۳-۱-۱- 1) برش لیزر
یکی پر قدرت ترین روش های برش کاری گرم، استفاده از پرتوهای لیزر است.
معمولا از ماشین های CNC برای هدایت پرتوها روی سطح قطعات استفاده می شود.
به این ترتیب که الگوی مشخصی برای دستگاه تعریف می شود و پرتوها مطابق با آن روی قطعه کار حرکت کرده و برش دهی انجام می شود.
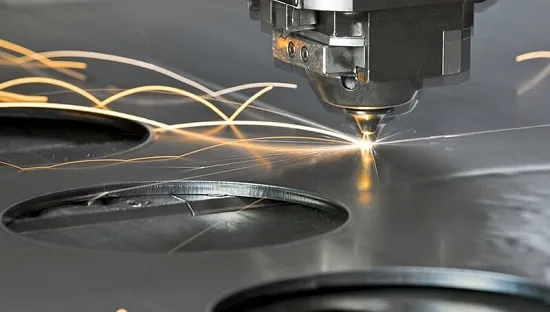
از برش لیزری فلزات می توان به راحتی برای برش دهی با پیچیده ترین شکل ها نیز استفاده کرد.
کیفیت و سرعت برش کاری با لیزر بسیار بالاست.
بسته به نوعی قطعه کار از پرتوهای مختلفی برای برش دهی استفاده می شود.
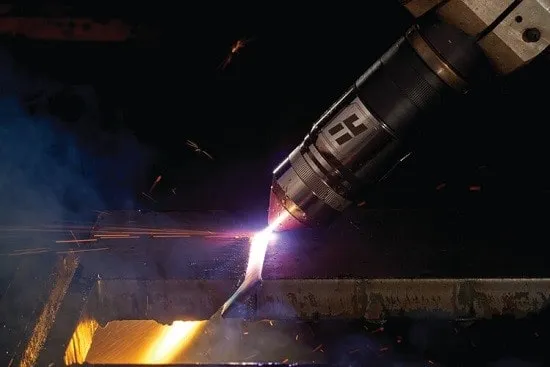
۳-۱-۲- 2) هوابرش
در روش هوابرش ابتدا سوخت گازی به همراه اکسیژن به نسبت معینی با یکدیگر ترکیب می شوند.
صرفا با جرقه زدن، عملیات احتراق رخ می دهد.
به این ترتیب شعله با دمای بسیار زیادی بین 2 تا 4 هزار درجه سلسیوس تشکیل می شود.
سپس شعله ایجاد شده توسط یک نازل به صورت متمرکز روی محل برش کاری در قطعه مورد نظر هدایت می گردد.
به این ترتیب عملیات برش دهی انجام می شود.

۳-۱-۳- 3) برش پلاسما
در روش برش کاری پلاسما از جت گاز یونیزه شده با دمای بالاتر از 2 هزار درجه سلسیوس برای ذوب کردن سطح قطعه کار و برش دهی استفاده می شود.
در طول فرآیند، بین الکترود دستگاه برش و قطعه کار قوس الکتریکی تشکیل می شود.
سپس نازل دستگاه برش پلاسما، قوس الکتریکی ایجاد شده را منقبض کرده و جت پلاسما را با دما و سرعت بالا ایجاد می کند.

گازهای قابل استفاده در روش برش دهی پلاسما عبارت اند از:
- آرگون
- هیدروژن
- نیتروژن
همچنین الکترود مورد استفاده در این دستگاه نیز از جنس زیرکونیوم ساخته می شود.
اجرای روش برش پلاسما با استفاده از تجهیزات ویژه حتی در زیر آب نیز امکان پذیر است.

