
اگر از افرادی هستید که به حوزه اتوماسیون صنعتی علاقه دارید یا در این حوزه مشغول به فعالیت هستید، قطعا آموزش برنامه نویسی plc برای شما جذاب خواهد بود.
یادگیری برنامه نویسی این تجهیزات کاربردی در خطوط تولید و صنایع مختلف، این روزها بسیار مهم و اساسی است.
در این مقاله شما را با برنامه نویسی در محیط نرم افزاری پی ال سی های زیمنس و امرن آشنا خواهیم کرد.
1# برنامه نویسی plc چیست؟
plc ها عضو اساسی و جدانشدنی اتوماسیون صنعتی هستند که وظیفه کنترل سیستم های متنوعی را بر عهده دارند.
این سیستم ها می توانند به سادگی روشن و خاموش کردن یک موتور با استفاده از یک کلید باشند و
یا ساختارهای کنترلی بسیار پیچیده ای داشته باشند.
برنامه نویسی plcها در واقع یک وظیفه بسیار مهم در این حوزه هست که
به منظور طراحی و اجرای یک سیستم کنترلی بر اساس خواسته های مدنظر انجام می شود.
یک برنامه plc به صورت کلی شامل یک سری دستورات است که به صورت متنی و یا شماتیکی به plc ارسال می شود تا
بر اساس منطق های موجود در ساختار plc آن را متناسب با هدف ما راه اندازی کند.
نرم افزارهای برنامه نویسی پی ال سی توسط شرکت سازنده و بر اساس سخت افزار انواع plc ها ایجاد می شوند که
امکان آپلود برنامه ها و کدهای نوشته شده توسط کاربر را به سخت افزار می دهند.
بعد از اعمال این کدها به محض روشن شدن plc عملیات کنترل به صورت پیوسته اجرا می شود تا زمانی که این برنامه تغییر کند.
2# زبان برنامه نویسی plc
برای برنامه نویسی plc ها زبان های متعددی ایجاد شده است.
بر اساس استاندارد IEC 61131-3 زبان ها و قوانین مخصوصی برای برنامه نویسی پی ال سی ها تعریف شده است.
از میان این زبان ها 5 مورد آن ها رایج ترین و متداول ترین زبان های مورد استفاده در صنایع هستند که در زیر آن ها را معرفی می کنیم:
- زبان برنامه نویسی نردبانی – Ladder Diagram (LD)
- نمودارهای توابع متوالی – Sequential Function Charts (SFC)
- دیاگرام بلوک توابع – Function Block Diagram (FBD)
- متن ساختار یافته – Structured Text (ST)
- لیست دستورالعمل ها – Instruction List (IL)
از میان این زبان ها موارد IL و ST به صورت نوشتاری بوده و سایر زبان های LD، SFC و FBD به صورت گرافیکی و شماتیکی هستند.
بر اساس شواهد امروزی کاربران PLC ها معمولا زبان های برنامه نویسی گرافیکی را به نوشتاری ترجیح می دهند؛ زیرا برنامه نویسی به وسیله آن ها بسیار ساده و راحت تر است.
در ادامه چند نرم افزار متداول و زبان مورد استفاده آن ها برای برنامه نویسی را معرفی می کنیم:
3# نرم افزار Cx-programmer و برنامه نویسی plc امرن
نرم افزار برنامه نویسی مربوط به پی ال سی های امرن، Cx-programmer است که با زبان Ladder برنامه نویسی در آن انجام می شود.
1-3# محیط نرم افزار Cx-programmer امرن
نرم افزار Cx-programmer برای برنامه نویسی plc به طور کلی از 4 قسمت اصلی تشکیل می شود:
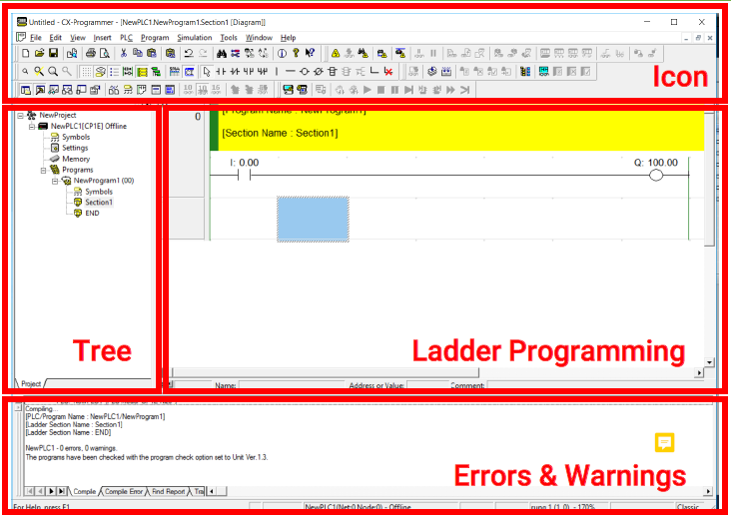
1) آیکن های نرم افزار Cx-programmer
رابط های کلیدی نرم افزار در این قسمت (icon=آیکون) قرار دارند، آیکون هایی نظیر کنتاکت های باز و بسته، آپلود و دانلود برنامه و موارد بسیار دیگر.
اکثر این کاراکترها دارای یک Short cut یا به عبارتی میانبر هستند که با استفاده از آن ها می توانیم با سرعت بیشتر به برنامه نویسی بپردازیم.
2) بخش نوشتن برنامه با زبان Ladder
در این قسمت از نرم افزار برنامه مدنظر خود را وارد می کنید.
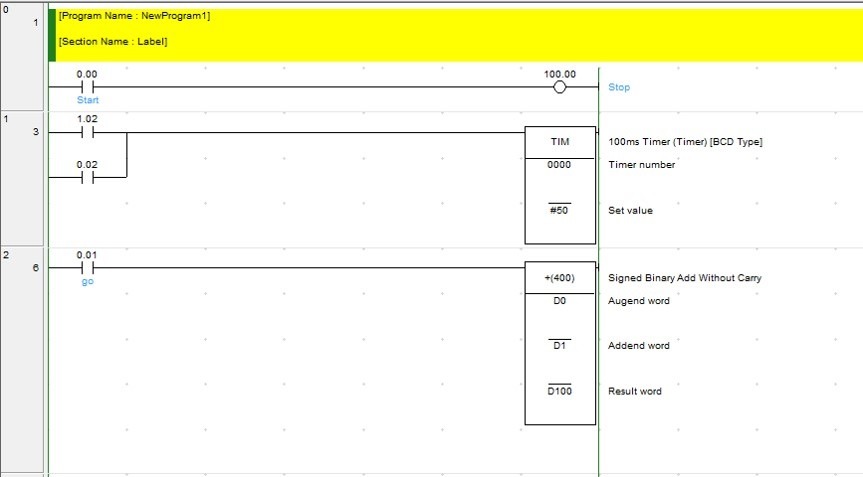
این قسمت از چندین Network تشکیل می شود؛ مثلا برنامه لدری که در تصویر مشاهده می کنید، از 3 نت ورک تشکیل شده است.
3) درختواره (Tree) از آیکن های نرم افزار
درختواره یا همان Tree در بردارنده Section های مختلف برنامه است؛ اما Section چیست؟
وقتی شما تصمیم به نوشتن برنامه مربوط به پی ال سی می گیرید، آن پروژه قاعدتا دارای بخش های مختلفی است و
به راحتی می توانید برنامه مرتبط با هر بخش را به صورت مجزا بنویسید.
مثلا در پروژه تولید شیر پاستوریزه، سه بخش مختلف دارید:
- پر کردن شیر
- درب گذاری و لیبل زنی
- همچنین قرارگیری شیر ها در جعبه ها و ارسال جعبه ها
فرض کنید که همین سه بخش کلی را داریم
برنامه مربوط به هر بخش را در Section مربوطه می نویسم.
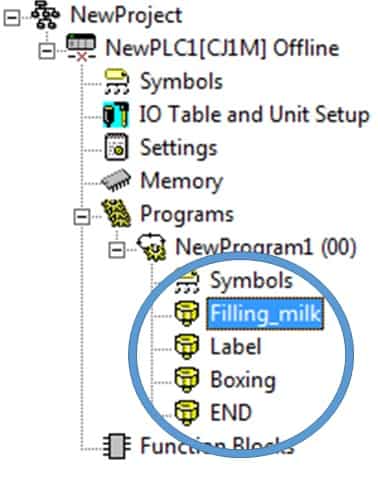
این کار منجر به نظم دهی به برنامه شده و بررسی برنامه را ساده تر می کند.
4) خطاها و هشدار های Cx-programmer
این قسمت مربوطه به بررسی Error ها و دیباگ های برنامه است و
در صورت داشتن خطا در برنامه نویسی plc به این قسمت مراجعه کرده و تا حدودی متوجه می شویم که
خطا از کدام Section و Network برنامه است.
4# برنامه نویسی plc زیمنس
برای پی ال سی های شرکت زیمنس، دو نرم افزار ارائه شده است، سیماتیک منیجر (simatic manager) که سال های سال در دنیای اتوماسیون یکه تازی می کرد، اولین نرم افزار است.
همچنین شرکت زیمنس در چند سال اخیر از نرم افزار تیا پورتال (Tia portal) نیز رونمایی کرده است که
دارای قابلیت های منحصر به فردی می باشد و برای پروژه های سطح بالا کاربرد دارد.
1-4# نرم افزار سیماتیک منیجر (simatic manager) زیمنس
یکی از نرم افزارهای بسیار کاربردی برای برنامه نویسی plc زیمنس، سیماتیک منیجر می باشد.
برنامه نویسی PLC های s7 زیمنس یا به اصطلاح step 7 را با این نرم افزار انجام می دهیم.
در ویدیوی زیر یک نمونه پروژه از این برنامه نویسی را اجرا می کنیم.
2-4# نرم افزار تیا پورتال (TIA Portal)
امروزه یکی از جامع ترین نرم افزار ها در حوزه اتوماسیون صنعتی، نرم افزار tia portal است.
این نرم افزار بسیار جامع و کاربردی می باشد و چند سالی است که توسط شرکت زیمنس ارائه شده است.
با توجه به محیط کاریری جامع تر، راحت تر و کاربردی تر این نرم افزار در طول همین مدت کوتاه از محبوبیت خاصی برخوردار شده است.
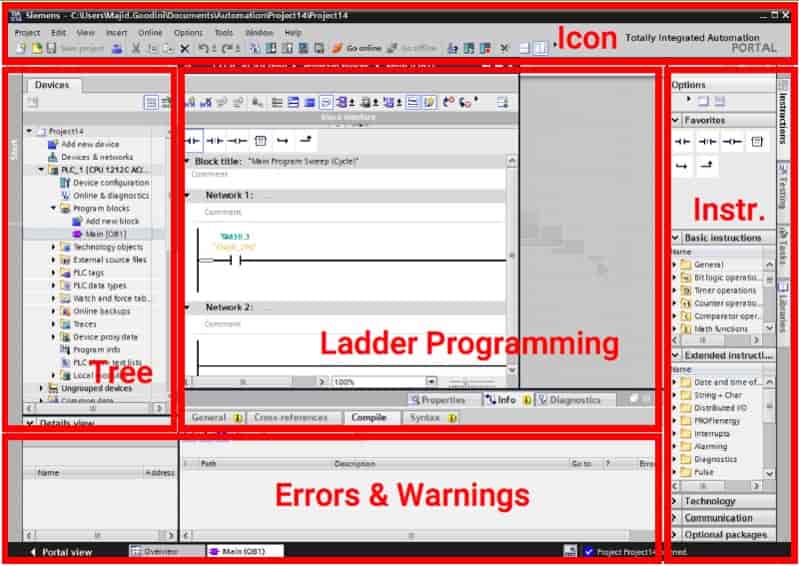
3-4# محیط نرم افزاری TIA Portal زیمنس
تمامی نرم افزارهای برندهای متفاوت خصوصیاتی مشابه دارند؛ یعنی از همان چند بخش توضیح داده شده در نرم افزار CXprogrammer تشکیل می شوند و نهایتا تعدادی تفاوت ریز وجود دارد.
در تصویر زیر، محیط برنامه نویسی نرم افزار TIA Portal را مشاهده می کنید که خود گواه این مسئله است.
یک نکته مهم برای افرادی که قصد یادگیری برنامه نویسی plc را دارند این است که
نیازی به فراگیری تمامی برندهای پی ال سی نیست و صرفا تمرکز خود را بر روی آموزش و یادگیری یک یا دو برند معتبر قرار دهید و
در صورت برخورد با یک پی ال سی دیگر در پروژه هایتان، با دیتاشیت خوانی و مشورت کردن با چند نفر قادر خواهید بود که با پی ال سی های دیگر هم برنامه نویسی کنید.
5# کالیبراسیون plc
پس از اینکه با شمای ظاهری و محیط کاربری نرم افزار ها آشنا شدیم، با یادگیری چند ترفند و انجام چند پروژه، آموزش برنامه نویسی plc را به اتمام می رسانیم.
اولین ترفند و برنامه نویسی پر کاربرد کالیبراسیون پی ال سی هاست.
1-5# گام های کالیبراسیون سنسورهای پی ال سی
قطعا در بسیاری از پروژه های صنعتی، سنسورهای آنالوگی داریم که بایستی با توجه به آموزش کالیبراسیون PLC کالیبره شوند.
به علت استفاده مکرر از دستور کالیبراسیون در PLC آن را به صورت یک فانکشن بلاک استفاده می کنیم.
چرایی آن هم به خاطر مزیت های بسیار زیاد فانکشن بلاک است.
با ویدیوی زیر همراه باشید تا کالیبراسیون PLC از طریق نوشتن برنامه در FB را به خوبی یاد بگیرید.
2-5# برنامه نویسی کالیبراسیون پی ال سی با ساختار FB
تا اینجای کار به خوبی با تئوری مربوط به نوشتن برنامه کالیبراسیون با PLC، آشنا شدیم.
حالا قصد داریم که با یک مثال کاربردی اندوخته های خود از آموزش کالیبراسیون در PLC را بیازماییم.
ابتدا همانطور که در فیلم فوق مشاهده کردید، یک فانکشن بلاک کالیبراسیون را در برنامه PLC خود ایجاد کنید.
فایل مربوط به دستور فانکشن بلاک کالیبراسیون را می توانید از اینجا دانلود کنید.
3-5# پروژه برنامه نویسی کالیبراسیون سنسور دمای مخزن
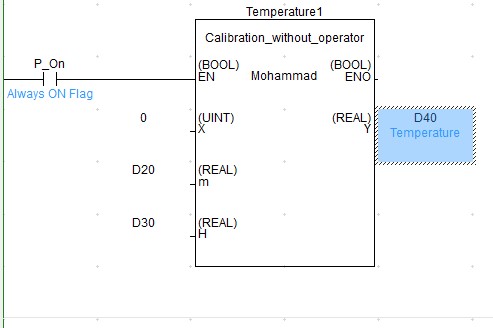
فرض کنید که مخزنی مطابق شکل زیر داریم که با استفاده از یک هیتر گرم می شود:

از طرفی می خواهیم دمای این مخزن را کنترل کرده و نگذاریم که دمای آن بیشتر از 60 درجه سانتی گراد شود.
توجه: برای این منظور از یک سنور دما استفاده می کنیم که پس از محاسبات کالیبراسیون، مقادیر m و h به ترتیب برابر با 0.01981 و 0.9540 به دست آمده است.
اولین گام، استفاده از فانکشن کالیبراسیون برای به دست آوردن دمای مخزن است.
به همین منظور، در network اول برنامه، فانکشن کالیبراسیون را فراخوانی کرده و به ورودی ها و خروجی های آن حافظه مربوطه را می دهیم.
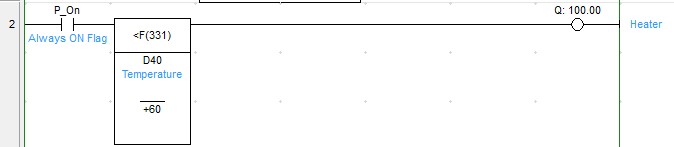
در گام دوم از این قسمت آموزش تصویری پی ال سی مقدار خروجی این فانکشن بلاک را که عملا دمای سنسور است در یک دستور مقایسه استفاده کرد و
برای دماهای کمتر از 60 درجه سانتی گراد، به هیتر (متصل به خروجی 100.00 از PLC) اجازه روشن بودن می دهیم.
در بخش بعدی دستورات مقایسه را توضیح خواهیم داد.
6# انجام پروژه برنامه نویسی PLC
در ادامه آموزش برنامه نویسی plc سعی داریم چند مثال ساده و کاربردی را در قالب پروژه بررسی کنیم.
در این بخش از مقاله ابتدا آموزش مهمی در مورد زمان بندی و حافظه ساعت و تاریخ در انواع پی ال سی ها (به خصوص پی ال سی امرن) خواهیم داشت؛
سپس به سراغ بررسی پروژه های تکمیلی می رویم.
اکنون به سراغ انجام یک پروژه جذاب و بسیار کاربردی می رویم:
1-6# زمان بندی (Timing)
وقتی صحبت از زمان بندی می شود، منظورمان اجرای برنامه هایی در ساعات یا روزهای خاصی از هفته یا ماه است.
حتما به وفور برایتان پیش آمده که بخواهید در ساعات مشخصی از هر روز، کاری را انجام دهید.
مثلا اگر خاطرات دوران مدرسه را مرور کنیم، همواره زنگ های تفریح در زمان های مشخصی از روز به صدا در می آمد.
البته برای هر روز در زمان های متفاوتی زنگ زده می شد؛ اما این برنامه برای هر هفته یکسان بود.
به همین منظور ،فقط کافی بود که زمان های به صدا در آمدن زنگ تفریح در یک هفته را تنظیم می کردیم و این اتفاق هر هفته رخ می داد.

این کار را به کمک یک تایمر یا در پروژه های سنگین تر با بهره بردن از یک پی ال سی (PLC) می توان انجام داد.
ما در ادامه این آموزش به عنوان مثالی برای پروژه برنامه نویسی PLC قصد داریم که برنامه زمان بندی 2 پمپ را اجرا کنیم.
پس این گام از آموزش تصویری پی ال سی را هم دنبال کنید:
2-6# راه اندازی پمپ
توصیه ای که داریم این است که حتما این پروژه را ابتدا خودتان بزنید و سپس به سراغ مطالعه راه حل و جواب آن بروید.
در یک منطقه کشاورزی، برای خارج نمودن آب از یک چاه آب، از دو پمپ استفاده می شود.

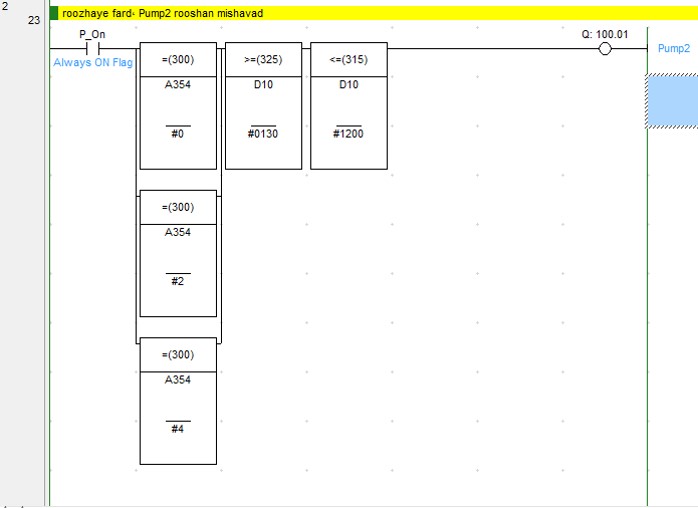
استفاده از این دو پمپ به این صورت است که پمپ شماره 2 در روز های فرد هفته استفاده می شود و
پمپ شماره 1 در روزهای زوج هفته و جمعه ها مورد استفاده قرار می گیرد.
در روزهای زوج از ساعت 2:30 تا 5 صبح بایستی پمپ کار کرده و
سپس خاموش شود و مجددا ساعت 12:30 تا 16 عصر نیز فعال باشد.
در روزهای فرد هفته نیاز است که پمپ از ساعت 1:30 بامداد تا 12 ظهر کار کند.
روز های جمعه نیز در دو بازه 2 تا 4 عصر و 7:30 تا 10 شب، پمپ به کار می افتد.
برنامه ای بنویسید که پمپ های 1 و 2 در موقع مقررشان به کار بیافتند و آب از چاه خارج شود.
1) حل مسئله پروژه پی ال سی 2 پمپ
امیدوارم که این مثال بسیار کاربردی برای آموزش تصویری پی ال سی را خودتون انجام داده باشید.
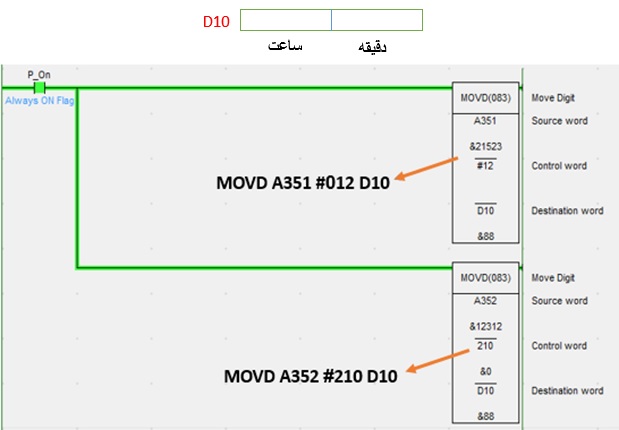
مطابق با فیلم آموزشی محل قرار گیری ساعت و دقیقه در دو جای مختلف از حافظه A 354 قرار دارند.
برای همین منظور: اول از همه به دستور MOVD نیاز داریم تا byte مربوط به ساعت و دقیقه را با هم به یک word از حافظه D انتقال دهیم و
سپس با استفاده از دستور مقایسه، بررسی کنیم که زمان مناسب برای روشن شدن پمپ ها فرا رسیده است یا خیر؟
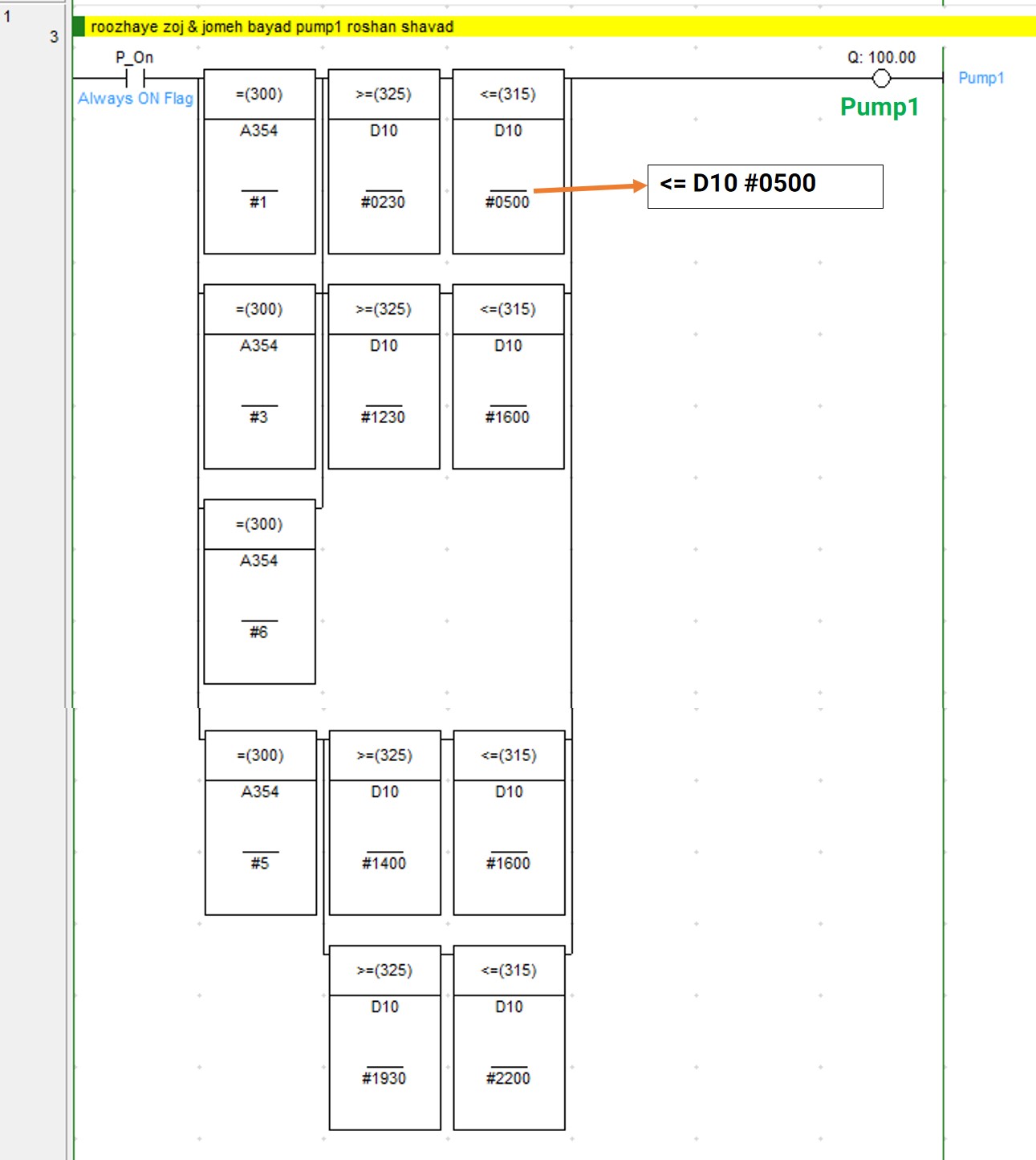
اما یک اگر وجود دارد؛ می دانیم که روزهای هفته برایمان مهم است.
پس حواسمان هست که روزهای هفته را هم که در حافظه A 354 موجود است، مقایسه کنیم و
در روز مناسب به سراغ مقایسه زمان برویم و سپس هر کدام از پمپ ها را در موعد مقرر روشن کنیم.
2) کد نوشته شده برای این پروژه
ابتدا برنامه روشن شدن پمپ 1 را نوشته:
سپس برای روزهای فرد و ساعت های مشخص شده، برنامه را برای پمپ 2 می نویسیم.
مطابق نت ورک 2 از برنامه:
پروژه مربوطه را از لینک زیر دانلود کرده و در محیط برنامه نویسی cx-programmer استفاده کنید.
دانلود پروژه پی ال سی راه اندازی پمپ
در ادامه به بررسی شیوه مقایسه دو داده از حافظه PLC می پردازیم و با ذکر یک مثال این مبحث را کاملا توضیح می دهیم.
7# دستورات مقایسه در برنامه نویسی PLC
در این گام از آموزش برنامه نویسی plc می خواهیم با دستورات بسیار مهم مقایسه ای در PLC آشنا شویم.
این دستورات در اکثر پروژه ها و به خصوص پروژه ای که در گام قبل همین مقاله داشتیم کاربرد دارند.
مهمترین مسئله در روند حل یک مسئله، فهمیدن منطق برنامه است.
بنابراین در هنگام کار بر روی هر پروژه ای، بیشترین وقت خود را بر روی فهمیدن مسئله بگذارید.
دستورات مقایسه در PLC، نقش بسزایی در راه حل ارائه شده توسط شما خواهند داشت.

به همین دلیل با این دستوات مقایسه کننده، بسیار زیاد سر و کار خواهیم داشت و
همین مسئله برای درک اهمیت این دستورات کافی است.
دستورات مقایسه را به طور کلی به صورت زیر تقسیم بندی می کنیم و
دقیقا از همین علامت ها در محیط برنامه نویسی نرم افزار cx-programmer و دیگر نرم افزار های پی ال سی استفاده می کنیم:

1-7# حل یک مثال کاربردی برنامه نویسی با دستورات مقایسه ای
تا اینجای کار با این دستورات آشنا شدیم و از آن ها تا حدودی استفاده کردیم.
حالا می خواهیم که با حل یک مثال نسبتا ساده، اطلاعات خود را بسنجیم.
و اما صورت مسئله:
پارکینگی با ظرفیت 20 ماشین داریم؛
با انتخاب سنسورهای مناسب و نوشتن برنامه ای صحیح، تابلوهایی را در ورودی و اطراف این پارکینگ تعبیه کنید که
- تعداد ماشین ها کمتر از 30 عدد بود، چراغی سبز رنگ روشن شود.
- بین 30 تا 80 ماشین در پارکینگ باشد، چراغ زرد روشن شود.
- بیشتر از 80 و کمتر از 100 ماشین در پارکینگ باشد، چراغ قرمز رنگ روشن شود.
- ظرفیت پارکینگ تکمیل باشد، نوشتاری با عنوان پارکینگ تکمیل است، نوشته شود.
2-7# حل مسئله بالا
مطابق با مفاهیم موجود در این پروژه، به یک کانتر و تعدادی مقایسه گر نیاز داریم.
شمارنده ای هم که استفاده خواهیم کرد، باید دارای قابلیت بالا شمار و پایین شمار باشد (CNTR)
پس به طور کلی این برنامه دارای دو گام است:
گام اول
سنسور نصب شده در جلوی در ورودی پارکینگ را به لبه بالا شمار کانتر متصل کنیم و
سنسور نصب شده در جلوی در خروجی را به لبه پایین شمار کانتر نصب کنیم.
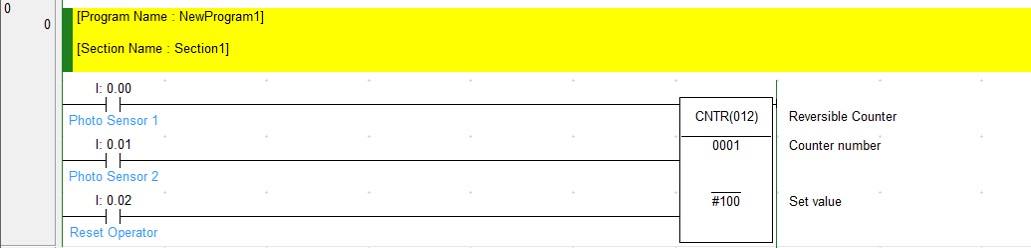
گام دوم
خروجی کانتر را به تعدادی مقایسه گر وصل کنیم و با استفاده از دستورات مقایسه در PLC بررسی کنیم که چه تعداد ماشین در پارکینگ حضور دارند و
هر کدام از این مقایسه گرها را به خروجی مربوطه متصل کنیم.

دیدیم که خیلی ساده با استفاده از یک کانتر، می توان عبور و مرور مربوط به پارکینگ را کنترل کرد.
توجه کنید که خروجی های 100.03 و 100.01 و 100.04 را به پورت های ورودی مشخصی از تابلو برق ها و یا سون سگمنت ها متصل می کنیم.
البته این خروجی برای تمامی تابلوها و سون سگمنت ها باید مشترک باشد.
فایل برنامه را هم با کلیک بر روی comparison Teacher Example می توانید دانلود کنید.
(توجه کنید که این فایل در نرم افزار cx-programmer قابل اجرا می باشد و ابتدا آن را از حالت فشرده خارج کنید)
 |
درباره نویسنده : محمد امینی
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.
