قطعا شما هم بارها به این سوال برخورده اید که تایمر صنعتی چیست و چه کاربردی در صنعت دارد؟
یادگیری نحوه استفاده و راه اندازی تایمر یکی از مسایل مهم در شروع به کارهای صنعتی است.
آشنایی با تایمر صنعتی، کاربردها، مدهای عملکردی و نحوه استفاده از آن در PLC را در این مقاله کامل شرح خواهیم داد.
۱- تایمر صنعتی چیست؟
Timer وسیله ای است که از ورودی سیگنالی را دریافت کرده و پس از فرا رسیدن زمانی که از قبل بر روی آن تنظیم شده، سیگنالی را به خروجی ارسال می کند.
۲- کاربرد تایمر صنعتی چیست؟
برای اینکه متوجه شویم کاربرد تایمر صنعتی چیست، ابتدا بگذارید چگونگی استفاده از تایمرها در اتوماسیون کارخانه را بررسی کنیم.
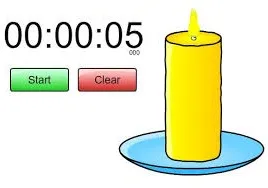
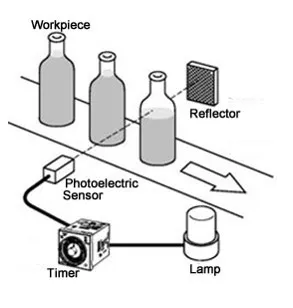
به انیمیشن زیر توجه کنید.
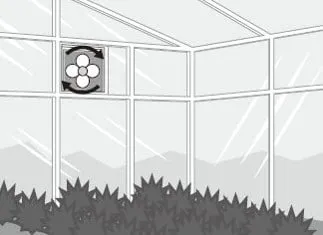
پس از آنکه یک بطری خالی به سنسورهای نوری رسیده و در جای خود قرار می گیرد، شیری که به مخزن متصل می باشد به پایین حرکت کرده و به محض آنکه سنسور نوری دیگری، شیر را احساس کند، دستور داده می شود که تایمر فعال شده و همچنین بطری پر شود.
پس از آن، زمان لازم برای پر شدن بطری باتوجه به زمانی که بر روی Timer تنظیم شده است، سپری شده و پس از پایان این زمان، شیر بسته می شود.
از تایمر به گونه های مختلفی از جمله شیوه ای که در بالا اشاره شد در فرآیندهای صنعتی و خطوط تولید استفاده می شود؛ مثلا برای تعیین مدت زمان پرس کردن یک فولاد توسط ماشین پرس یا میزان زمان بهم زدن یک مایع توسط مخلوط کن از تایمر استفاده می شود.
https://namatek.com/wp-content/uploads/2018/02/A04-کاربرد-تایمر.mp4
۳- طرز کار تایمر صنعتی چگونه است؟
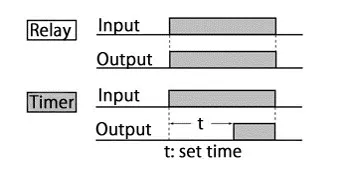
ابتدا عملکرد تایمرها و رله ها را باهم مقایسه می کنیم.
رله، کنتاکت ها را سوئیچ کرده و به محض رسیدن ولتاژ به کویل رله (با تاخیری در حدود چند میلی ثانیه) سیگنال خروجی را ارسال می کند.
از طرف دیگر، هنگامی که تایمر سیگنال ورودی را دریافت می کند،بخش زمان سنجی Timer شروع به اندازه گیری زمان می کند.
با به اتمام رسیدن زمان تنظیم شده، تایمر کنتاکت ها را سوئیچ کرده و سیگنالی به خروجی ارسال می کند.
https://namatek.com/wp-content/uploads/2018/02/A04-مکانیزم-کاری-تایمرها.mp4
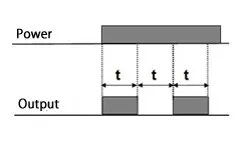
چارت زمانی برای عملکرد یک Timer و یک رله را در تصویر زیر مشاهده می کنید:
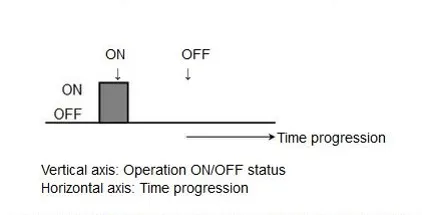
۴- منظور از چارت زمانی تایمر صنعتی چیست؟ (Operation Chart)
یک چارت زمانی نشانگر وضعیت کنترلی یک سیستم است.
وضعیتی که سیستم مورد نظر در حال کار کردن (ON) می باشد به حالت رو به رو نمایش داده می شود.
۵- مدهای عملیاتی تایمر صنعتی (Operating Mode)
حالت کاری به وضعیتی مربوط می شود که با رسیدن سیگنال ورودی به تایمر، سیگنال خروجی چگونه روشن و خاموش (ON and OFF) می شود.
چهار حالت کاری رایج وجود دارد که معمولا از آن ها استفاده می کنیم.
البته حالت های کاری دیگری هم هست که متناسب با شرکت سازنده Timer و دیتاشیت تایمر می توانید اطلاعات لازم را بدست بیاورید. به چارت های زمانی زیر و کاربردهای آنها توجه نمایید.
برخی از تایمرها به ۱۰ یا تعداد بیشتری حالت کاری مجهز هستند.
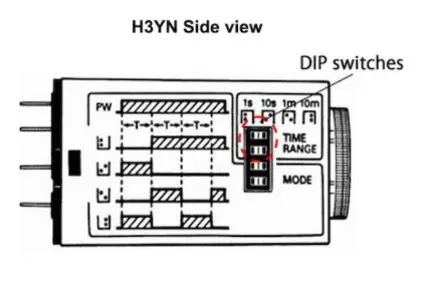
هر یک از این وضعیت ها را با توجه به سوئیچ سلکشن یا سوئیچ انتخاب (selection switch) می توان بر روی Timer تنظیم نمود.
این حالت ها را در PLC هم می توانیم پیاده سازی کنیم.
۵-۱- حالت ON-delay Operations) ON-delay) (تاخیر در وصل)
زمانی که تایمر از طریق پاور تغذیه می شود، پس از گذشت زمان تنظیم شده سیگنالی به خروجی ارسال می شود.
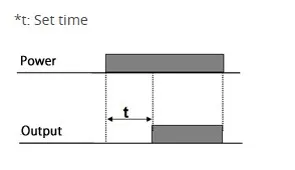
یکی از کاربردهایی که برای حالت ON-delay می توان نام برد، درب هایی است که بر روی انواع ماست ها چسبانده می شود، درب هایی پلاستیکی.
یک رول پلاستیکی را به گردش درآورده و به محض رسیدن به یک سنسور نوری، دستور می دهیم که اطلاعاتی بر روی آن حک شود و همچنین سیگنالی از سنسور نوری به Timer نیز ارسال می شود و پس از گذر شدن زمانی که برای تایمر تنظیم شده است (زمانی که نیاز است تا آن قسمت مطلوب به مکان مطلوب برسد)
قسمت مطلوب پانچ (سوراخ) شده و دقیقا بر روی بسته های ماست قرار می گیرد.

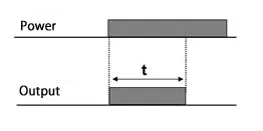
۵-۲- حالت وقفه ای یا Interval Operations) Interval)
زمانی که تایمر از طریق منبع تغذیه، برق دار (ON) می شود، خروجی نیز در همان لحظه فعال (ON) می شود.
خروجی برای یک فاصله زمانی ای که از قبل تعیین شده است ON باقی مانده و دوباره قطع می شود.
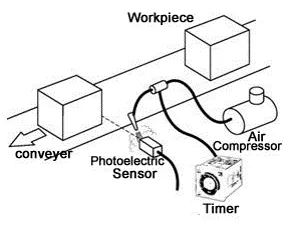
یکی از کاربردهایی که برای تایمر در حالت اینتروال می توانیم نام ببریم، عبارت است از پاک کننده ای که به صورت اتوماتیک سطح تشخیص دهنده سنسور نوری را تمیز می کند.

برای پاک کردن سطح خارجی سنسور نوری، ضربات متوالی و پشت سرهمی توسط هوای فشرده شده داخل کمپرسور به سطح سنسور نوری وارد می شود.
روش کار اینگونه است که ابتدا سنسور قطعه روی نوار نقاله را تشخیص داده، پس از عبور آن قطعه از جلوی نوار نقاله، سنسور چیزی را مشاهده نمی کند و سیگنالی به Timer ارسال شده و تایمر هم چون در حالت اینورتال قرار دارد، در همان لحظه کمپرسور را فعال کرده و گرد و خاک روی سنسور نوری پاک می شود.
بایستی توجه کرد که پیش از آمدن قطعه بعدی، خروجی تایمر بایستی قطع شود و به همین علت از حالت اینتروال استفاده می کنیم.
۵-۳- حالت OFF-delay (تاخیر در قطع)
به محض آنکه تایمر، برق دار می شود، خروجی تایمر ON شده و پس از قطع برق (قطع سیگنال ورودی)، به اندازه زمانی که بر روی تایمر تنظیم شده، خروجی Timer روشن باقی می ماند و سپس خروجی تایمر قطع می شود.
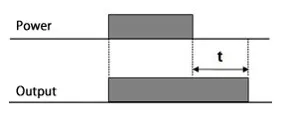
از جمله کاربردهای حالت OFF-delay تایمر صنعتی می توان به فن های تهویه هوا اشاره کرد.
به محض آنکه کلید تهویه هوا را می فشاریم، فن شروع به چرخش کرده و پس از آنکه دستمان را از روی کلید برداشتیم، برای مدتی مثلا ۱ دقیقه، فن کار خواهد کرد و سپس قطع می شود.
۵-۴- حالت چشمک زن یا فلیکر (Flicker Operations)
پس از آنکه تایمر فعال می شود، خروجی به صورت متوالی به حالت های ON و OFF در می آید.
بازه زمانی که هر ON بودن یا هر OFF بودن به طول می انجامد، توسط ما تنظیم می شود.
یکی از کاربردهایی که برای حالت فلیکر می توان نام برد، شناسایی محصولات نامتعارف و معیوب با استفاده از سنسور نوری است.
زمانی که سنسور نوری یک محصول نامتعارف را مشاهده می کند، به تایمر سیگنالی را ارسال کرده و تایمر را هم به یک اندیکاتور متصل کرده ایم.
چون Timer در حالت فلیکر قرار گرفته است، لامپ شروع به چشمک زدن کرده و اپراتور را آگاه می سازد.
در فیلم زیر با یک تایمر آنالوگ و حالت های آن آشنا می شویم:
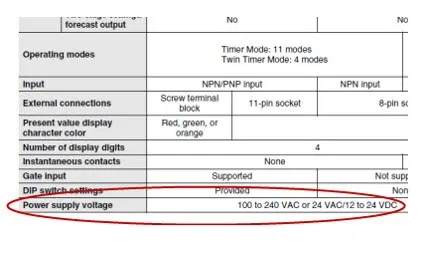
۶- ولتاژ تغذیه تایمر صنعتی (Supply Voltage)
شما برای استفاده از تایمر بایستی به بخش تغذیه یک تایمر، یک ولتاژ مناسبی را برسانید.
این ولتاژ در کاتالوگ محصول با نام Power Supply Voltage ذکر شده است.
انتخاب کردن مشخصات فنی و ولتاژ مناسب برای یک تایمر، وابستگی مستقیمی به کاربردی که از تایمر انتظار داشته و توانی که مورد استفاده قرار می گیرد، دارد.
۷- مشخصات زمانی تایمر (Time Specifications)
مشخصات زمانی، واحد زمانی ای است که تایمر می تواند اندازه گیری کند.
در واقع برای برخی کاربردها ممکن است به اندازه گیری در حدود میلی ثانیه نیاز داشته باشیم یا برای برخی کاربردهای دیگر به اندازه گیری در حدود ثانیه نیازمند باشیم.
بدین منظور یک پیچ (پتانسیومتر) بر روی تایمر تعبیه شده است که به وسیله آن می توانیم رزولوشن و زمان بندی Timer را تغییر دهیم.
۸- خروجی تایمر صنعتی چیست؟
تا به اینجا به بخش خوبی از سوالات شما درباره اینکه تایمر صنعتی چیست و چطور کار می کند پاسخ داده ایم در ادامه می خواهیم بررسی کنیم که خروجی های این تجهیز از چه نوعی هستند.
خروجی تایمرها، سیگنال هایی هستند که پس از فرا رسیدن زمان تنظیم شده بر روی تایمر، ارسال می شوند.
تایمرها دو مدل خروجی دارند: کنتاکتی یا ترانزیستوری.
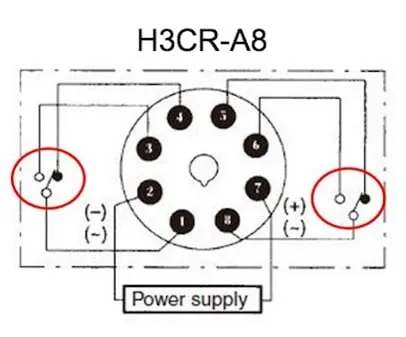
۸-۱- خروجی کنتاکت (خروجی رله ای)
بخش خروجی تایمر، شامل یک رله است.
کنتاکتی خروجی از مدل "کنتاکت خروجی DPDT" که شامل دو سوئیچ SPDT است.
هنگامی که کنتاکت ها فعال می شوند، یک جریان نسبتا بزرگی را بدون توجه به نوع ولتاژ مصرف کننده (AC/DC) می توان ON یا OFF کرد.
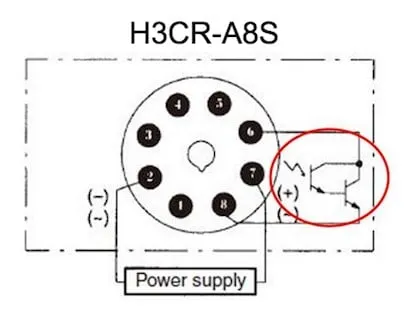
۸-۲- خروجی ترانزیستوری
بخش خروجی تایمر، شامل یک ترانزیستور است.

در این روش به علت عدم وجود کنتاکت، می توانیم با سرعت و فرکانس بالایی، ولتاژ خروجی را ON و OFF کنیم.
در این مدل فقط می توانیم خروجی DC را کنترل کرده و گنجایش جریانی کمتری نسبت به خروجی رله ای داریم.
۹- آموزش نصب تایمر صنعتی
می خواهیم در این بخش بررسی کنیم که روش نصب تایمز صنعتی چیست؟
برای نصب یک تایمر دو روش وجود دارد.
۹-۱- نصب به شیوه ریلی (DIN Track Mounting)
روشی که تایمر درون یک کنترل پنل جای می گیرد.
به منظور جای گذاری یک تایمر به شیوه ریلی درون یک کنترل پنل، بایستی تایمری را انتخاب کنیم که توانایی جایگیری بر روی ریل را داشته باشد.
در هنگام نصب، تایمر را بر روی ریل جای گذاری می کنیم، هنگامی که Timer بر روی ریل بیافتد، صدایی شبیه به “تق” می دهد.

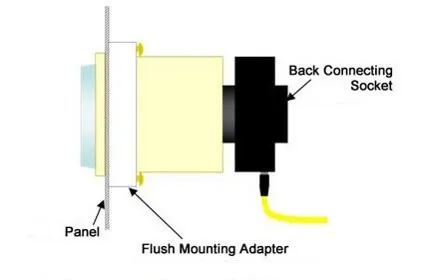
۹-۲- نصب فلشی (Flush Mounting)
روشی که در آن تایمر بر روی سطح یک پنل کنترلی نصب می شود.
پس از آنکه تایمر را بر روی یک پنل جای گذاری کردیم، امکان دسترسی به تایمر راحت تر بوده و اپراتور به راحتی می تواند وضعیت Timer را مشاهده کند.
همچنین توجه داشته باشید که با استفاده از یک آداپتور، تایمر را در جای خود محکم کنید.
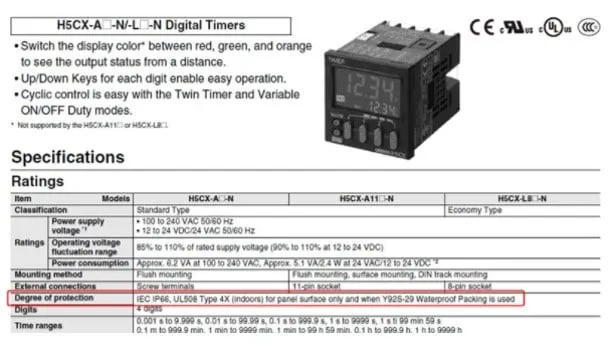
۱۰- درجه حفاظت تایمر صنعتی چیست؟ (Degree of Protection)
درجه حفاظت، معیاری برای حفاظت در برابر آب و گرد و غبار است.
بر اساس استانداردهای IEC، سطح های خاصی از حفاظت وجود داشته که به صورت **IP ذکر می شوند که در بخش مشخصات (Specifications) دیتاشیت درج می گردد.
در صنایع غذایی، این نکته بسیار مهم است که تجهیزات از نظر بهداشتی با دقت بالایی تمییز و ضد عفونی شوند.
به منظور نصب Timer بر روی پنلی که امکان ریختن آب بر روی آن وجود دارد، بایستی تایمری را انتخاب کنیم که دارای حفاظت بالایی در برابر نفوذ آب باشد.

در ادامه با بررسی کاتالوگ تایمر H5CX-N، درجه حفاظت آن را بررسی می کنیم.
مشخصات IEC، استانداردهای جهانی را باتوجه به تجهیزات الکتریکی و الکترونیکی تنظیم می نماید.
استانداردهای IEC60529:2001) IEC)، مشخص کننده کدهای حفاظت، سطح حفاظت و شیوه های تست کردن محصول است.
سطح حفاظت با ترکیبی از دو عدد بیان می شود، مثل IP54 و IP67.
اولین عدد پس از IP بیانگر سطح حفاظت در برابر اجسام و مواد جامد می باشد و عدد دوم بیانگر سطح حفاظت در برابر مواد مایع است.
هر چه هریک از این اعداد بزرگتر باشد، حفاظت در برابر آن نوع ماده بیشتر است.
عدد اول: درجه حفاظت در برابر مواد جامد
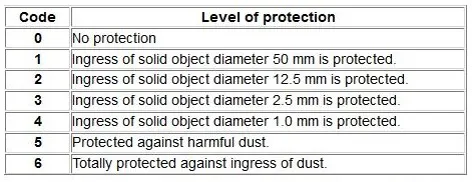
عدد دوم: درجه حفاظت در برابر آب


۱۱- انواع تایمر صنعتی
بعد از توضیحات کامل درباره اینکه تایمر صنعتی چیست بیاید تا انواع آن را مورد بررسی قرار دهیم.
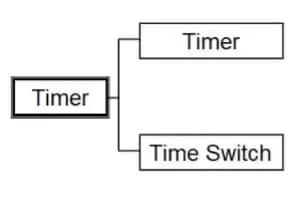
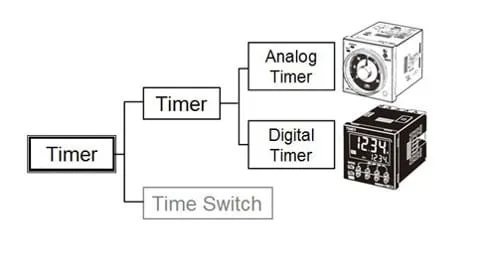
تایمرهای صنعتی را به طور کلی می توان به دو نوع اصلی تقسیم بندی کرد:
تایمر (timer) و سوئیچ زمان (Time switch).
تایمرها که تا به اینجا به بررسی آن ها پرداختیم، تجهیزاتی هستند که با تقسیم بندی بازه های زمانی و تعیین روشن یا خاموش بودن خروجی کنترل می شوند.
ولیکن تایم سوئیچ ها، تجهیزاتی هستند که با توجه به زمان بندی ساعت یا روز و شب کار می کنند.
مثلا تایم سوئیچ ها را برای "۲۹ آذر ساعت ۷ شب" تنظیم کرده و در زمان تنظیم شده فعال می شوند.
سوئیچ های زمان را در انتهای این بخش بررسی خواهیم کرد.
زمان سنج ها (timers) نیز به دو دسته آنالوگ و دیجیتال دسته بندی می شوند.
در ادامه تفاوت های این دو نوع تایمر را بررسی می کنیم.
۱۱-۱- تنظیمات (settings)
در تایمرهای آنالوگ، زمان با استفاده از پتانسیومترهایی قابل تنظیم است.
با استفاده از این پتانسیومترها (پیچ های قابل تنظیم) به راحتی می توان بازه بندی زمان (ثانیه، میلی ثانیه، میکرو ثانیه)، میزان زمان مورد نیاز برای تغییر وضعیت تایمر و … را تنظیم کرد.
با تغییر دادن وضعیت هریک از پتانسیومترها می توانیم تغییراتی که بر روی Timer ایجاد می شود را بر روی صفحه تایمر مشاهده کنیم.
در تایمرهای دیجیتال، زمان بندی و … با استفاده از کلیدهای up/down قابل تنظیم است.
در این مدل تایمرها احتمال خطا بسیار کاهش یافته و هیچ نگرانی ای در رابطه با تنظیم بندی زمان نداریم؛ زیرا که همه چیز به وضوح بر روی صفحه نمایشگر تایمر مشهود است.
۱۱-۲- نمایش (Display)
تایمرهای آنالوگ عموما زمانی که سپری شده است را نمایش نمی دهند، ولیکن از طریق یک اندیکاتور (هشدار دهنده) وضعیت تایمر را مشخص می کنند. (تایمر در حال شمردن زمان است یا اینکه تایمر عمل کرده است)
تایمرهای دیجیتال زمان در حال سپری شدن را نمایش داده و همچنین زمان پیش فرضی که برای Timer تنظیم شده است را نمایش می دهند.
در این تایمرها می توانید تغییرات زمان حاضر را مشاهده کنید که این کار با تایمرهای آنالوگ امکان پذیر نیست.
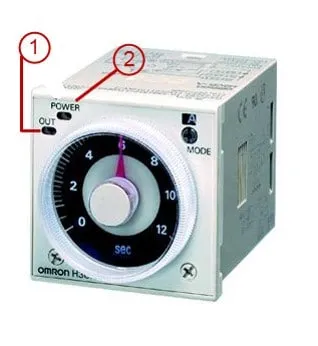
مثلا برای تایمر H3CR-A شرکت امرن که تایمری آنالوگ می باشد، داریم:
اندیکاتور OUT زمانی که خروجی تایمر ON (وصل) می گردد، روشن می شود.
همچنین اندیکاتور POWER هنگامی که تایمر در حال شمارش زمان بوده و کار می کند و با زنگ سبز چشمک می زند.
هنگامی که تایمر متوقف می شود، به صورت یکنواخت روشن می ماند (یعنی تایمر روشن بوده ولیکن در حال شمارش زمان نیست).
۱۱-۳- دقت (Accuracy)
تایمرهای دیجیتال و آنالوگ از مدارهای داخلی مختلفی برای محاسبه زمان بهره مند هستند.
تایمرهای دیجیتال بسیار دقیق بوده و از صحت بالایی نیز برخوردار می باشند؛ زیرا مدارهای داخلی این تایمرها بسیار حرفه ای و گران قیمت است.
انتخاب این تایمرها برای مصارفی که به دقت های بسیار بالا (مثلا در حدود صدم ثانیه) نیازمندیم، بسیار مناسب می باشد. مثلا برای ۱٫۲۵ ثانیه.
برخی تایمرها متناسب با دیتاشیتی که دارند دارای برخی ویژگی های دیگر نیز هستند، مثلا رنگی که برای هشدار دادن استفاده می شود را می توان تغییر داده یا تایمرهایی که دو قلو هستند یا موارد دیگر.
۱۲- تایم سوئیچ یا سوئیچ زمان چیست؟
تایم سوئیچ، وسیله ای کنترلی است که مصرف کننده را در زمان مشخصی که از قبل برای آن تعریف شده است، ON/OFF (قطع یا وصل) می کند.
تایم سوئیچ ها متناسب با دوره تناوبی که برای آن ها تنظیم می شود، تقسیم بندی می شوند.
برخی به صورت روزانه تنظیم شده و برخی به صورت دوره تناوب های هفتگی تنظیم می شوند.
۱۲-۱- تایم سوئیچ روزانه (Daily time switch)
کنترل کردن خروجی براساس تعداد دفعات ON و OFF براساس یک روز و تکرار همین رفتار برای روزهای بعدی.
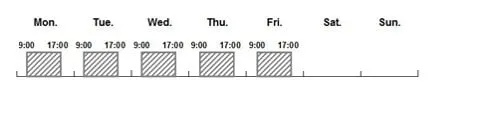
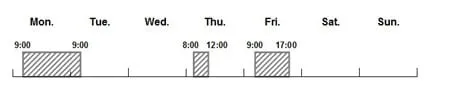
۱۲-۲- تایم سوئیچ هفتگی (Weekly time switch)
کنترل کردن خروجی براساس تعداد دفعات قطع و وصل شدن خروجی براساس زمان های یک هفته و سپس تکرار همین رفتار در هفته های بعدی.
در این حالت برای روزهای مختلف هفته، زمان بندی های متفاوتی را می توانیم تنظیم کنیم.
۱۲-۳- تایم سوئیچ سالانه (Yearly time switch)
علاوه بر حالت هفتگی برای تعطیلات سالانه یا تعطیلات دراز مدت، می توان از تایم سوئیچ سالانه استفاده کرد.
در این مدل برای روزهای یک سال می توانیم، زمان های متفاوتی را تنظیم کنیم و پس از آن برای سال های بعدی، رفتاری مشابه خواهیم داشت.
۱۲-۴- کاربردهای تایم سوئیچ ها
در اتوماسیون کارخانه می توان به استفاده از تایم سوئیچ ها برای گرم کردن ماشین های بسته بندی و ابزارآلات ماشینی اشاره کرد.
همچنین از تایم سوئیچ ها می توان در کاربردهای مختلفی به غیر از اتوماسیون کارخانه نیز استفاده کرد:
- زنگ زدن در زمان مشخصی برای مدارس و ادارات
- آب پاشی در مسابقات گلف و چوگان
- تهویه گلخانه ها
- روشن و خاموش کردن چراغ های معابر و خیابان ها
۱۳- در PLCها عملکرد تایمر صنعتی چیست؟
۱۳-۱- نکته کلیدی در مورد تایمر (timer)
فرقی نمی کند که شما قرار است با PLC کمپانی زیمنس Siemens کار کنید یا امرن Omron یا دلتا Delta شما باید ساختار بدنه یک دستور و نحوه کار آن را بدانید.
زمانی که شما درست ساختار بدنه را متوجه شدید اگر از برند ABCDE هم PLC به شما بدهند.
شما می توانید آن دستور را در این برند ناشناخته برنامه نویسی کنید.
تایمر وسیله ای است که از ورودی، سیگنالی (فرمانی) را دریافت کرده و پس از فرا رسیدن زمانی که از قبل بر روی آن تنظیم شده، سیگنالی را به خروجی ارسال می کند.
به عنوان یک محیط برنامه نویسی مناسب برای آموزش و کد زنی از نرم افزار Cx-programmer شرکت امرن استفاده می کنیم.
۱۳-۲- استفاده از دستور تایمر در PLC امرن
مثالی که در فیلم مشاهده کردید، تمرین شما برای استفاده از تایمر در محیط نرم افزاری است.
https://namatek.com/wp-content/uploads/2018/02/A04-کاربرد-تایمر.mp4
۱۳-۲-۱- ) فهمیدن شرح برنامه و به دست آوردن تعداد ورودی ها و خروجی ها
بایستی تعداد ورودی ها و خروجی ها را برای خود مشخص کنیم:
(برای ساده سازی حل مسئله، تمامی ورودی های آنالوگ و دیجیتال را به عنوان 1 بیت از حافظه پی ال سی در نظر می گیریم)
در این مثال، نوار نقاله ای وجود دارد که به وسیله موتور های متصل به آن به حرکت در می آید؛ برای همین منظور، موتور های نوار نقاله را به عنوان اولین خروجی هایمان و با شماره 100.00 از خروجی های پی ال سی در نظر می گیریم.
که هریک از این موتور ها فقط، در جهت راستگرد می چرخند و سپس متوقف شده و دوباره در همان جهت می چرخند.

پس هر موقع خروجی 100.00 از پی ال سی فعال شود، بیانگر حرکت موتورها در جهت راستگرد است.
۱۳-۲-۲- تذکر
در پی ال سی امرن، خروجی ها از word (کلمه)، 100.00 شروع شده و ورودی ها از کلمه 0.00 حافظه مربوط به ورودی و خروجی ها شروع می شوند.
از ورودی های 0.00 و 0.01 برای Set و Reset توسط اپراتور برای شروع به کار سیستم استفاده می کنیم.
به دو سنسور نوری نیاز داریم که به ترتیب این ورودی ها را متناسب با حافظه 0.02 و 0.03 از پی ال سی در نظر می گیریم.
همچنین، شیر متصل به مخزن نیز بایسیتی به بالا و پایین حرکت کرده فلذا برای حرکت به پایین آن، خروجی 100.01 را در نظر گرفته و برای حرکت به بالای آن، خروجی 100.02 از پی ال سی را در نظر می گیریم
(در واقع این خروجی های پی ال سی را به پایه های مربوط به بالا و پایین رفتن شیر متصل می کنیم)
البته شیر تا جایی پایین می آید که شیر به سنسور نوری دوم برسد.
همچنین زمان بالا رفتن شیر، با توجه به شرایط محیطی و ...، 5 ثانیه است.
همچنین از تایمر برای باز شدن مسیر شیر متصل به مخزن به مدت 15 ثانیه استفاده می کنیم.
بنابراین از خروجی 100.03 برای دستور دادن به شیر متصل به مخزن برای باز شدن استفاده می کنیم.

۱۳-۲-۳- 2) دیاگرام عملکرد و برنامه نویسی
در این گام بایستی ضمن در نظر گرفتن تمامی جنبه های ایمنی، به برنامه نویسی بر روی پی ال سی بپردازیم.
پیش نیاز این کار به دست آوردن دیاگرام عملکرد است:
در نوشتن برنامه به ترتیب اتفاقات توجه ویژه ای نمایید.
سپس دیاگرام عملکرد را مشابه با مطلب زیر تهیه کنید و متناسب با تبحری که پیدا خواهید کرد، تایمر و کانترهای مناسب را در برنامه لحاظ کنید
در این مرحله است که از تایمر در PLC استفاده خواهیم کرد:
همراه داشتن قلم و کاغذ ضروری است.
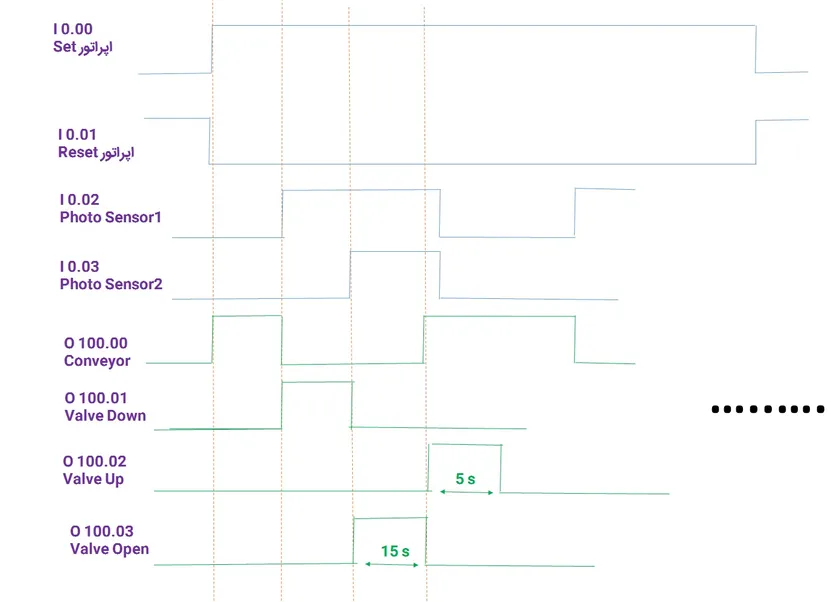
- 0 و 1 شدن تمامی ورودی ها را از ابتدا تا انتها به صورت توابع 0 و 1 یی رسم کردیم
- همه اتفاقات را حداقل به میزان یک سایکل کامل رسم کنید (دقت کنید که این اتفاقات مجددا رخ می دهد و نیازی به رسم ادامه اتفاقات نیست)
- حالا شروع به نوشتن برنامه می کنیم، با توجه به این که ورودی ها در چه حالتی باید باشند تا خروجی ها فعال شوند یا غیر فعال شوند (این قسمت بسیار مهم می باشد و با تمرین و تکرار، به حد خوبی از توانایی خواهید رسید)
- برای هر خروجی، بررسی کنید که در چه صورتی فعال و در چه صورتی غیر فعال خواهد بود و حالت های مورد نظر را به آن خروجی متصل کنید
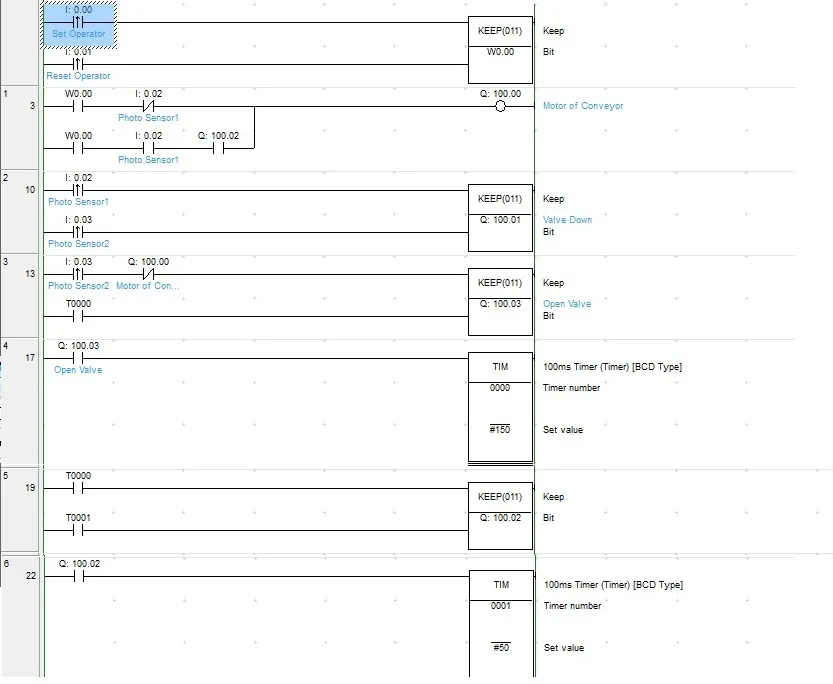
۱۳-۲-۴- w0.00
شاسی های Set و Reset، برای فعال و غیر فعال شدن سیستم هستند که توسط اپراتور فشرده می شوند و w0.00 را فعال می کنند.
۱۳-۲-۵-
وقتی فعال می شود که:
- شاسی Set فعال باشد و سنسور نوری 1 غیر فعال (یعنی بطری شیر هنوز به محل پر شدن نرسیده باشد)
- شاسی Set فعال باشد و سنسور نوری 1 فعال شود و ولو در حال بالا آمدن (Valve Up) باشد
۱۳-۲-۶-
وقتی فعال می شود که:
- بطری به سنسور نوری 1 برسد
- سپس با رسیدن شیر به سنسور نوری 2، غیر فعال می شود
بنابراین از یک keep استفاده می کنیم که به پایه Set آن، لبه بالا رونده 0.02 را وصل می کنیم و به پایه Reset آن، لبه پالا رونده 0.03 را متصل می کنیم.
۱۳-۲-۷-
باز شدن شیر، برای 15 ثانیه اتفاق می افتد و باید از تایمر برای این منظور استفاده کنیم
نت ورک های 3 و 4 پروژه مان را به خوبی مشاهده کنید
۱۳-۲-۸-
این خروجی را نیز بایستی با تایمر، به مدت 5 ثانیه روشن نگه داریم
فایل برنامه را از لینک زیر دانلود کنید.
سعی کنید، خودتان این پروژه را انجام دهید و اگر با سوالی رو به رو شدید، با ما در میان بگذارید
۱۴- آموزش تایمر H3CR امرن
در این ویدیو به بررسی تمام نکات مهم درباره پاسخ به سوال تایمر صنعتی چیست می پردازیم.
تا انتها تماشا کنید تا هر آنچه به صورت تئوری مطالعه شد را به صورت عملی نیز فرا بگیرید.