
در جوشکاری اصطکاکی به دنبال اتصال دائمی دو قطعه با تولید حرارت در اثر سایش آن ها روی یکدیگر هستیم.
این روش جوشکاری برای اتصال فلزات مختلفی قابل استفاده است.
به علاوه این که به چند دسته مختلف نیز تقسیم می شود که هر یک از آن ها کاربردهای خاص خود را دارند.
در این مطلب قصد داریم به بحث و بررسی درباره مفهوم جوشکاری اصطکاکی و انواع روش های اجرای آن بپردازیم.
تا پایان با ما همراه باشید.
1# جوشکاری اصطکاکی چیست؟
فرآیند جوشکاری اصطکاکی (Friction Welding) را اصطلاحا با نام جوشکاری حالت جامد نیز می شناسند.
در این فرآیند جوشکاری از عامل خارجی برای تولید حرارت و اتصال دو قطعه فلزی به یکدیگر استفاده نمی شود.
در عوض از عامل فشار برای برقراری اتصال بین دو قطعه به منظور جوشکاری بهره می گیرند.
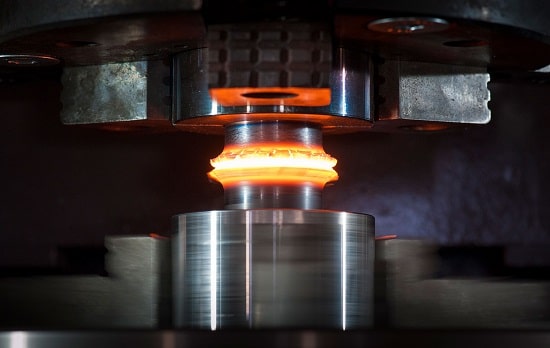
ابتدا با سایش دو قطعه به هم، در اثر اصطکاک حرارت زیادی تولید می شود.
به محض این که شدت حرارت در اثر اصطکاک به محدوده مشخصی می رسد،
نیروی فشاری خارجی به آن ها وارد می شود.
به این ترتیب دو قطعه به هم متصل می شوند.
مانند سایر روش های جوشکاری، اتصال بین قطعات در این روش نیز از نوع دائمی است.
2# جوشکاری اصطکاکی چگونه انجام می شود؟
در جریان جوشکاری اصطکاکی دستیابی به دمای مناسب قبل از اعمال نیروی فشاری خارجی برای اتصال دو قطعه بسیار حیاتی است.
به عنوان مثال در جوشکاری دو قطعه فولادی به روش اصطکاکی باید دمای محل اتصال به بازه 900 تا 1300 درجه سلسیوس برسد.
روش های جوشکاری مختلفی به سبک اصطکاکی وجود دارند؛
اما همه آن ها از یک منطق مشخص پیروی می کنند.
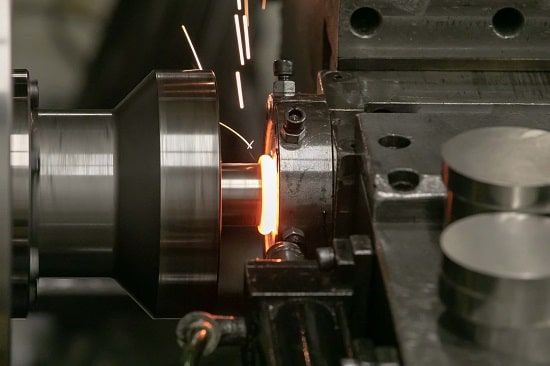
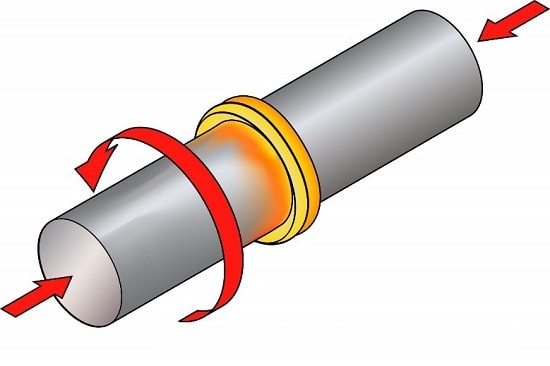
معمولا یکی از قطعات کار ثابت نگه داشته می شود.
سپس قطعه دیگر در تماس با آن قرار گرفته و توسط روتور به گردش در می آید.
هر چه سرعت گردش قطعه متحرک بالاتر باشد، میزان حرارت تولیدی در اثر اصطکاک بیشتر می شود.
این فرآیند تا زمانی ادامه پیدا می کند که سطح تماس دو ماده کاملا نرم شود.
به این عملیات اصطلاحا پلاستیک سازی قطعات فلزی می گویند.
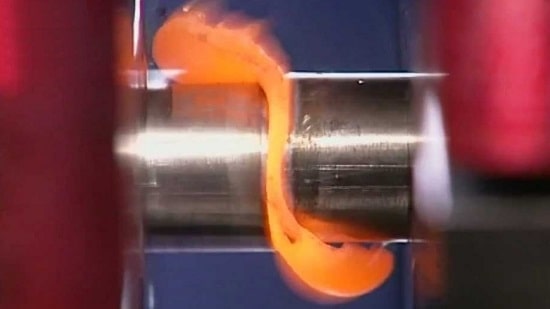
وقتی سطح تماس قطعات به حالت پلاستیکی در می آیند، نیروی فشاری خارجی به آن ها وارد می شود.
این نیرو باعث می شود که سطح تماس دو قطعه در یکدیگر فرو روند و در حین ذوب شدن، حالت یک دست و به هم پیوسته پیدا کنند.
در ادامه سرعت حرکت قطعه متحرک به آرامی کم می شود.
به این ترتیب دمای دو قطعه رفته رفته کاهش می یابد.
بعد از این که دو قطعه بار دیگر از حالت پلاستیک خارج شدند و
فرم جامد به خود گرفتند، فرآیند چرخش متوقف می شود.
در تمام این مدت نیروی فشاری خارجی روی دو قطعه حفظ می شود تا آن ها کاملا سرد شوند.
درنهایت نیروی فشاری از روی قطعات برداشته شده و جوش کامل می شود.
3# انواع روش های جوشکاری اصطکاکی
انواع روش های جوشکاری اصطکاکی را می توان در 5 دسته تقسیم بندی کرد که در ادامه به بررسی آن ها می پردازیم.
1-3# جوشکاری اینرسی (Inertia Friction Welding)
در این روش قطعه متحرک را روی یک قرقره شبیه به دوک قرار می دهند.
یک موتور به شافت این قرقره متصل می شود و آن را با سرعت بالایی به دوران در می آورد.
بر اساس نوع فلزات، حداکثر سرعت مجاز دوران قطعات متحرک برای جوشکاری مشخص می شود.
پس از رسیدن سرعت دوران قطعه متحرک به محدوده نهایی، موتور از شافت قرقره جدا می شود.
این در حالی است که قطعه متحرک به دلیل نیروی اینرسی به چرخش خود ادامه می دهد.
فرآیند اتصال بین دو قطعه فلزی تا زمانی که قطعه متحرک از حرکت باز می ایستد، ادامه پیدا می کند.
2-3# جوشکاری درایو مستقیم (Direct Drive Friction Welding)
در روش جوشکاری اصطکاکی درایو مستقیم، موتور از ابتدا تا انتهای فرآیند جوشکاری به شافت دوک متصل است.
هم زمان با چرخش، قطعه متحرک به سمت قطعه ثابت نزدیک می شود.
به این ترتیب حرارت ناشی از اصطکاک نیز رفته رفته افزایش پیدا می کند.
بر اساس برنامه از پیش تعیین شده، موتور در زمان مشخصی سرعت چرخش قطعه متحرک را کند می کند.
درنهایت در یک نقطه مشخص قطعه متحرک از حرکت باز می ایستد و فرآیند جوشکاری تکمیل می شود.
اگر در یک فرآیند جوشکاری، به دنبال اتصال دو قطعه با جهت گیری مشخص باشید، بهتر است از روش درایو مستقیم استفاده کنید.
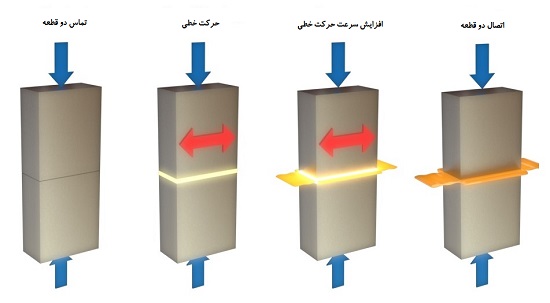
3-3# جوشکاری اصطکاکی خطی (Linear Friction Welding)
جوشکاری اصطکاکی خطی شبیه به فرآیند جوشکاری اینرسی است.
با این تفاوت که قطعه متحرک به جای حرکت دورانی به دور قطعه ثابت، روی سطح آن نوسان می کند.
از ابتدا تا انتهای فرآیند جوشکاری، دو قطعه تحت فشار نگه داشته می شوند.
از این روش برای جوشکاری قطعاتی استفاده می شود که استحکام برشی بالایی دارند.
در عین حال از جمله مزایای روش جوشکاری اصطکاکی خطی می توان به اتصال قطعات با شکل های هندسی پیچیده اشاره کرد.
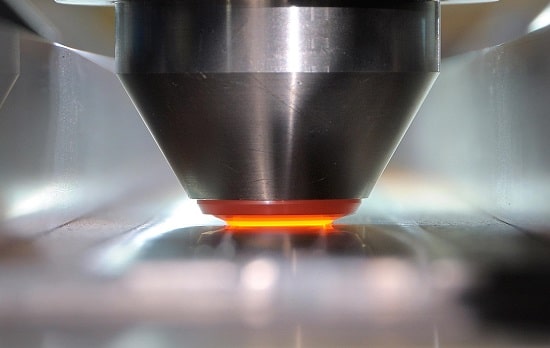
4-3# جوشکاری اصطکاکی اغتشاشی (Friction Stir Welding)
در روش جوشکاری اصطکاکی اغتشاشی هر دو قطعه به صورت ثابت در مجاورت یکدیگر قرار می گیرند.
ابزار اختصاصی شبیه به استوانه در محل درز دو قطعه قرار می گیرد.
این ابزار ضمن حرکت رفت و برگشتی خطی، چرخش دورانی نیز روی درز قطعات انجام می دهد.
در عین حال نیروی فشاری مشخصی نیز به آن ها وارد می کند.
به این ترتیب در اثر اصطکاک، حرارت زیادی در محل درز دو قطعه فلزی تولید شده و حالت پلاستیکی پیدا می کنند.
پس از مدتی محل درز دو قطعه با یکدیگر مخلوط شده و به این ترتیب اتصال دائمی بین آن ها ایجاد می شود.
با افزایش فشار مکانیکی خارجی، اتصال بین دو قطعه حالت پایدار پیدا می کند.
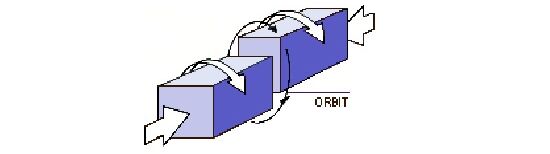
5-3# جوشکاری مداری (Orbital Friction Welding)
در روش جوشکاری اصطکاکی مداری، هر دو قطعه با سرعت یکسان و در یک جهت چرخانده می شوند.
این در حالی است که محور چرخش آن ها تا چند درجه با یکدیگر اختلاف دارد.
پس از تکمیل فرآیند چرخه جوشکاری، سرعت چرخش قطعات کاهش پیدا می کند.
هم زمان با این رخداد، قطعات به محور یکسان انتقال پیدا می کنند.
پس از آن نیروی فشاری خارجی در محل اتصال آن ها اعمال شده و اتصال دائمی بین قطعات شکل می گیرد.
4# کاربردهای جوشکاری اصطکاکی
از جوشکاری اصطکاکی برای اتصال فلزات ترموپلاستیک استفاده می شود.
اصطلاح ترموپلاستیک به فلزاتی اطلاق می شود که در اثر حرارت رفتار پلاستیک از خود نشان داده و نرم می شوند.
از جمله فلزات ترموپلاستیک عبارت اند از:

به طور کلی از جمله مهم ترین کاربردهای این روش جوشکاری می توان به ساخت موارد زیر اشاره کرد:
- انواع غلتک
- لوله
- شافت های صنعتی
- قطعات جانبی چاپگرهای صنعتی
- چرخ دنده
- سوپاپ
- میله پیستون هیدرولیک
- بوش های غلتکی
- مته
- میله های اتصال
5# مزایا و معایب جوشکاری اصطکاکی
اصلی ترین مزایای روش جوشکای اصطکاکی در مقایسه با سایر روش ها به شرح زیر است:
- امکان جوشکاری باکیفیت در زمان کوتاه را فراهم می کند.
- هیچ نیازی به فلز فیلر یا پرکننده برای ایجاد اتصال بین قطعات ندارد.
- انواع و اقسام فلزات رایج مورد استفاده در صنعت را می توان به این روش جوشکاری کرد.
- امکان جوشکاری فلزات غیر مشابه را فراهم می کند.
- اپراتوری دستگاه های جوشکاری به روش اصطکاکی آسان است.
- امکان تشکیل لایه های اکسیدی و ناخالصی ها در سطح جوشکاری به مراتب کاهش پیدا می کند.
- هزینه جوشکاری کاهش پیدا می کند.
- به غیر از محدوده اتصال دو قطعه، بخش های بسیار محدودی در اطراف آن تحت تاثیر قرار می گیرند.
- هیچ گونه سرباره یا برجستگی در محل جوشکاری قطعات ایجاد نمی شود.

با وجود مزایای قابل توجه جوشکاری اصطکاکی نمی توان به سادگی از کنار نقاط ضعف آن عبور کرد.
از جمله محدودیت های اصلی این روش جوشکاری می توان به موارد زیر اشاره کرد:
- از این روش صرفا برای جوشکاری لب به لب زاویه ای و سطحی استفاده می شود.
- جوشکاری قطعات بزرگ به روش اصطکاکی خیلی سخت است.
- نیاز به استفاده از تجهیزات و دستگاه های مخصوص (بعضا گران قیمت) برای جوشکاری وجود دارد.
 |
درباره نویسنده : امیرحسین شریفی
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.


