
برای افراد تازه کار جوشکاری پلاستیک ممکن است ناآشنا و غریب به نظر برسد.
جوشکاری یک روش برای اتصال دو قطعه فلزی یا پلاستیکی به یکدیگر است.
جوشکاری پلاستیک کاربرد گسترده ای در صنایع پیدا کرده و تکنیک های مختلفی برای آن وجود دارد.
در این مقاله قصد داریم لوازمی که برای این کار نیاز است و همچنین مراحل انجام جوشکاری پلاستیک را به صورت گام به گام شرح دهیم.
1# ابزار مورد نیاز جوشکاری پلاستیک
قبل از شروع جوشکاری، بهتر است تجهیزات ایمنی و ابزارهای لازم را آماده کنید.
این ابزارهای جوشکاری و تجهیزات عبارت اند از:
- بوتان پورتاسول (Portasol Butane)
- میله جوش پلاستیکی (باید با نوع پلاستیکی که کار می کنید، سازگار باشد.)
- دستکش های مقاوم در برابر حرارت
- عینک ایمنی
- فضای کار با تهویه مناسب

2# مراحل جوشکاری پلاستیک
در این بخش به بررسی مراحل جوشکاری پلاستیک، بدون در نظر گرفتن تکنیک هایی که در جوشکاری استفاده می شود، خواهیم پرداخت.
انجام این مراحل، عملیات جوشکاری را آسان تر خواهند کرد.
1-2# تمیز کردن فضای کار

کار خود را با تمیز کردن فضای کار، شروع کنید.
- فضای کار خود را در مکانی انتخاب کنید که تهویه مناسبی دارد؛ زیرا در حین فرآیند جوشکاری، گازهای خطرناکی منتشر می شوند.
- اولین قدم در هر کار محافظت از خود است.
برای این کار لباس های محافظ با آستین های بلند بپوشید و حتماً از دستکش استفاده کنید. - زباله های احتمالی روی پلاستیک را با آب و صابون بشویید.
با حذف این ناخالصی ها، نتیجه کار بهتر و تمیزتر از آب در خواهد آمد.
برای پاک کردن لکه هایی که پاک نشده، از یک حلال مناسب استفاده کنید.
یکی از بهترین حلال ها، متیل اتیل کتون (Methyl Ethyl Ketone) یا به اختصار MEK است.
پس از شستشو و تمیز کردن پلاستیک حتماً آن را خشک کنید.
2-2# شناسایی نوع پلاستیک
در جوشکاری پلاستیک تنها می توان موادی که از یک جنس باشند را به یکدیگر جوش داد.
برای مثال، پلی پروپیلن (Polypropylene) که در ساخت اکثر سپرهای خودرو به کار گرفته می شود را تنها می توان با میله جوش پلی پروپیلن جوش داد.
پس این نکته بسیار حائز اهمیت است که در بدو کار، نوع پلاستیکی که می خواهیم جوش دهیم را شناسایی کنیم.
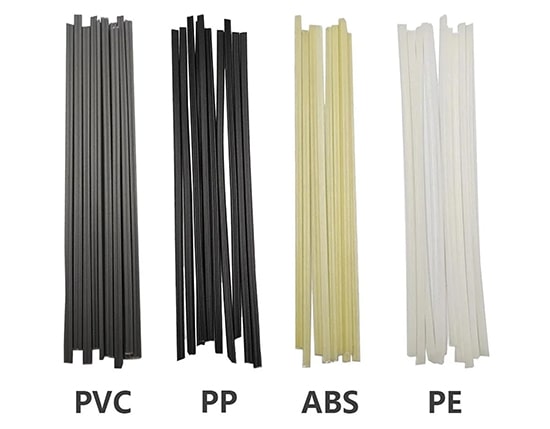
امروزه اکثر پلاستیک ها دارای کد شناسایی هستند. برای مثال:
- PE به اختصار برای پلی اتیلن (polyethylene)
- PP به اختصار برای پلی پروپیلن (Polypropylene)
- PVC به اختصار برای پلی وینیل کلراید (Polyvinyl Chloride)
- ABS به اختصار برای آکریلونیتریل بوتادین استایرن (Acrylonitrile Butadiene Styrene)
اما در مواردی که پلاستیک ها دارای کد نیستند، برای شناسایی نوع پلاستیک، باید آزمایش جوشکاری انجام شود.
یکی از آسان ترین راه ها برای شناسایی نوع پلاستیک، استفاده از کیت تست میله جوش پلاستیکی است.
1) روش کار با کیت تست میله جوش

برای کار با کیت تست میله جوش، مراحل زیر را انجام دهید:
- ابتدا قطعه پلاستیکی مورد آزمایش را تمیز کنید و اطمینان حاصل کنید که هیچ نوع آلودگی اعم از گریس صنعتی، روغن یا هر ماده دیگری روی آن نباشد.
- میله ای برای تست انتخاب کنید که شباهت بیشتری به ماده مورد آزمایش داشته باشد.
- حدود 30 میلی متر از میله انتخابی را به قطعه مورد آزمایش جوش داده و 30 میلی متر دیگر آن را برای بخش اصلی کار نگه دارید.
- یک سر میله جوش را گرم کرده و آن را به بخش تمیز شده پلاستیک وصل کنید.
- زمان کافی برای خنک شدن کار اختصاص دهید.
پلاستیک ها زمانی استحکام لازم را پیدا می کنند که کاملاً سرد شده باشند. - با استفاده از یک انبردست سعی کنید میله را جدا کنید.
اگر هنگام جدا شدن، مواد میله جوش روی قطعه مورد نظر باقی ماند، نشان دهنده این است که این مواد با هم تطابق دارند. - در غیر این صورت، با میله های دیگری تست را انجام داده تا وقتی که به نتیجه برسید.
3-2# اتصال پلاستیک ها به یکدیگر
قبل از شروع جوشکاری، قطعات پلاستیکی را به هم چسبانده یا گیره بزنید.
این کار باعث می شود تا قطعات قبل از شروع جوشکاری تراز شوند.
توجه داشته باشید که سبک چسباندن قطعات پلاستیکی به نوع جوشکاری نیز بستگی دارد.
برای اتصال بهتر پلاستیک ها هنگام جوشکاری، مراحل زیر را انجام دهید.
1) گرم کردن تفنگ جوش

برای شروع جوشکاری، از حدود 2-3 دقیقه قبل تفنگ جوش را گرم کنید.
هر نوع پلاستیکی در دمای خاصی ذوب می شود.
پس باید دمای ذوب پلاستیکی که استفاده می کنید را مد نظر قرار دهید.
مناسب ترین دمایی که توصیه می شود، بین 200 تا 300 درجه سانتیگراد (390 تا 570 درجه فارنهایت) است.
دمایی بیش از این مقدار، پلاستیک را بیش از حد نیاز ذوب کرده و حتی ممکن است باعث سوختن پلاستیک نیز بشود.
بهتر است به هر دو قطعه پلاستیکی حرارت دهید تا کمی ذوب شده و سپس آن ها را به هم وصل کنید.
این کار سبب می شود تا در حین جوشکاری، پلاستیک حرکت اضافه ای نداشته باشد.
2) بریدن میله جوش

برای بریدن انتهای میله جوش از انبردست استفاده کنید.
برای این کار انبردست را به صورت مورب به سمت میله جوش نگه داشته و سپس آن را برش دهید.
ایجاد برش در بخش انتهایی میله کمک می کند تا در پایان کار یک جای جوش صاف داشته باشید.
همچنین از تشکیل حباب های پلاستیکی بزرگ در حین جوشکاری جلوگیری می کند.
همیشه در حین کار این نکته را مد نظر داشته باشید که تفنگ جوش هنگام تغییر نازل و قرار دادن میله جوش جدید، باید خنک شود.
زمانی که کار جوشکاری از سر گرفته می شود نیز، حتماً باید تا دمای مناسب گرم شود.
3) نصب نازل تفنگ جوش

نازل به گونه ای طراحی شده که میله جوش را در حین جوشکاری نگه دارد.
اگر تفنگ جوشکاری شما فاقد نازل است، حتماً آن را تهیه کنید؛ زیرا به آن نیاز دارید.
پس از نصب نازل بر روی تفنگ جوش، میله جوش را در بخش بالایی آن قرار دهید.
به نحوه قرار دادن میله جوش دقت کنید؛ زیرا هنگام جوشکاری، از قسمتی که بریده شده، استفاده خواهیم کرد.
مشعل جوشکاری را در امتداد محل اتصال پلاستیک قرار داده و تا زمانی که پلاستیک ذوب شود، حرارت دهید.
با دست دیگر خود به آهستگی میله جوش را در مفصلی که بین پلاستیک ها ایجاد شده بگذارید تا پلاستیک بدون آن که بسوزد، ذوب شود.
4) حرکت آونگی تفنگ جوش
در حین جوشکاری پلاستیک، تفنگ جوش را به سمت جلو و عقب حرکت دهید.
بهتر است در حین حرکت، نازل در فاصله 2.5 سانتی متری محل ترک یا اتصال قرار داشته باشد.
نازل را حتماً در زاویه 45 درجه نگه دارید و تا آخر پروسه جوشکاری این روند را حفظ کنید.
به جای تفنگ جوش گرمایشی از یک مشعل پروپان (Propane) نیز می توان استفاده کرد.
این مشعل برای مناطقی که نازل جوش به آن ها نمی رسد، کاربردی تر است.
برای آن که بهترین نتیجه حاصل شود، در حین جوشکاری روی پلاستیک باید مشعل را به صورت مداوم و سریع بچرخانید.
4-2# تکمیل جوشکاری
در این بخش با انجام مراحل زیر کار جوشکاری پلاستیک، تکمیل خواهد شد.
1) خنک شدن پلاستیک
در ادامه روند جوشکاری، پلاستیک باید حداقل برای مدت 5 دقیقه خنک شود و دمای آن به اندازه دمای محیط پایین آید.
یکی از مزایای جوش پلاستیک این است که پلاستیک خیلی زود خنک شده و به دمای محیط می رسد.
یکی از آسان ترین راه ها برای مشخص شدن این که دمای پلاستیک پایین آمده یا نه، نزدیک کردن دست به آن است.
به این نکته توجه داشته باشید که قبل از خنک شدن پلاستیک تعمیرات لازم را به طور کامل انجام داده باشید.
اگر پلاستیک جوش داده شده به اندازه کافی صاف نیست، میله های جوش بیشتری اضافه کنید.
قطعه جوشکاری شده را تا زمانی که کاملاً خنک و سفت شود، در مکانی مناسب قرار دهید.
2) سنباده زدن محل جوشکاری پلاستیک

برای بهتر شدن خروجی کار، بخش های برآمده و زبر را با کاغذ سنباده شماره 120 صاف کنید.
این کار سبب تراز شدن بخش های متصل شده پلاستیک می شود.
همچنین از ایجاد خراشیدگی در بخش های کناری جوشکاری جلوگیری می کند.
به جای استفاده از کاغذ سنباده می توانید از ابزار چرخنده ای که به چرخ سنباده متصل است نیز استفاده کنید.
استفاده از این دستگاه، کار را به مراتب راحت تر و سریع تر خواهد کرد.
توجه کنید که با دقت سنباده بزنید؛ زیرا به علت استقامت کم قطعات پلاستیکی ممکن است باعث شکستگی یا خراش در آن شوید.
3) تکمیل عملیات جوشکاری با کاغذ سنباده 180 و 320
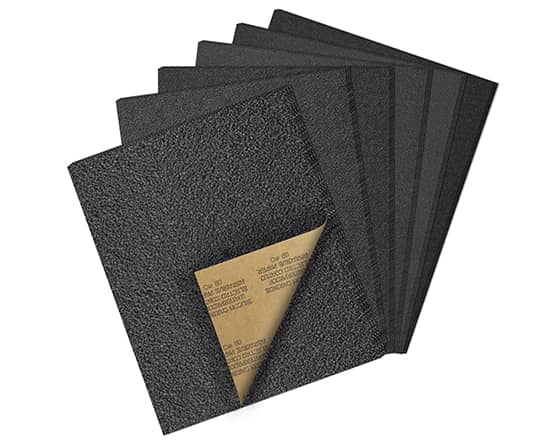
برای تمیزی کار، از کاغذ سنباده می شود.
کاغذهای سنباده 180 و 320 به دلیل وجود سنگ شن در آن ها زبر و بسیار باکیفیت هستند.
البته به دلیل سایندگی نسبتاً بالایی که دارند باید در استفاده از آن ها نهایت دقت به عمل بیاید، در غیر این صورت ممکن است سبب خراشیدگی در پلاستیک شود.
استفاده از سنباده های 180 و 320 دقیقاً شبیه سنباده 120 است.
محل جوش را تا زمانی که کاملاً صاف شود، بسایید.
بهتر است در ابتدای ساییدن، محل اتصال پلاستیک ها را با کاغذ سنباده نرم تر که در اصل دارای دانه های درشت تری است، شروع کنید.
از سنباده زبر در پایان و برای سایش نهایی استفاده می شود.
3# روش های جوشکاری پلاستیک
جوشکاری پلاستیک با چند روش مختلف انجام می شود.
علت تمایز هر یک از این روش ها، فرآیندهای مختلف گرمایشی است که در هر یک از آن ها به کار گرفته می شود.
تمامی این روش ها به دو دسته تقسیم می شوند:
- گرمایش داخلی
- گرمایش خارجی
1-3# متداول ترین روش های جوشکاری پلاستیک

- جوشکاری اولتراسونیک (Ultrasonic): در این روش برای شکل دهی مجدد یا اتصال ترموپلاستیک (Thermoplastic)، از ارتعاشات مکانیکی با فرکانس بالا (حدود 15 تا 40 کیلوهرتز) استفاده می شود.
ارتعاش مکانیکی، گرمای اصطکاکی تولید کرده و سبب ذوب ترموپلاستیک ها و پلیمرهای پلاستیکی می شود. - جوش لیزری: در این نوع جوشکاری، از پرتو لیزر برای ذوب پلاستیک ها استفاده می شود.
- جوشکاری اصطکاکی: در جوشکاری اصطکاکی نیاز به حرارت مستقیم برای انجام عملیات جوشکاری نیست.
در این جا از اصطکاک برای جوشکاری استفاده شده و در مواردی که به حرارت مستقیم نیاز نیست، به کار گرفته می شود.
در این روش بر روی هر دو قطعه پلاستیکی به طور همزمان فشار آورده و این دو قطعه رو به روی یکدیگر حرکت کرده یا چرخانده می شوند. - جوشکاری فرکانس بالا: جوشکاری با فرکانس بالا شامل جوشکاری پلیمرهای پلاستیکی با استفاده از میدان الکترومغناطیسی بین 13 تا 100 مگاهرتز است.
- جوش ارتعاشی: در این روش با سایش دو قطعه پلاستیکی در برابر یکدیگر با دامنه و فرکانس مشخص، عملیات جوشکاری صورت می گیرد.
- جوشکاری صفحه داغ: در این روش از گرم کردن یک صفحه برای ذوب دو صفحه ترموپلاستیک استفاده می شود.
پس از ذوب صفحات، آن ها را به یکدیگر نزدیک کرده، سپس رها می کنند تا یک پیوند مولکولی، دائمی و هرمتیک (hermetic) ایجاد شود. - جوشکاری با گاز داغ: از جوشکاری با گاز داغ برای اتصال ترموپلاستیک ها استفاده می شود.
برای این کار از تفنگ جوشکاری استفاده می شود که بخار گاز را برای گرم کردن میله های جوش، به سمت آن ها هدایت می کند.
با ایجاد گرما قطعات پلاستیکی نرم شده و اتصالات مورد انتظار تشکیل می شود.
 |
درباره نویسنده : فریبا صالح
نظرتون درباره این مقاله چیه؟
ما رو راهنمایی کنید تا اون رو کامل تر کنیم و نواقصش رو رفع کنیم.
توی بخش دیدگاه ها منتظر پیشنهادهای فوق العاده شما هستیم.



ممنون بابت زحمت تون.
خداقوت
سلام همراه گرامی
سپاس از لطف و محبت شما
موفق باشید
ممنون مطلب خوب و کاملی بود
سلام همراه گرامی
ممنون از محبت شما
خرسندیم که مطلب برای شما مفید بوده.
موفق باشید