جوش نفوذی یکی از انواع فرآیندهای جوشکاری است که در صنایع پیشرفته هسته ای و نظامی کاربرد زیادی دارد.
از جوشکاری نفوذی می توان برای اتصال دائمی قطعات فلزی مشابه و غیرمشابه استفاده کرد.
این روش مزایا و معایبی دارد که قبل از به کارگیری باید در مورد آن ها آشنایی کافی داشته باشید.
در ادامه قصد داریم به بحث و بررسی در این زمینه بپردازیم.
دعوت می کنیم تا پایان این مطلب با ما همراه باشید.
۱- جوش نفوذی چیست؟
جوش نفوذی (Diffusion Welding) یکی از روش های جوشکاری حالت جامد به شمار می رود.
به این معنی که در طول فرآیند اتصال قطعات به هیچ عنوان در محل جوشکاری فاز مایع ایجاد نمی شود.
بلکه صفر تا صد فرآیند اتصال در حالت جامد شکل می گیرد.
عدم تغییر فاز قطعات از حالت جامد به مایع باعث می شود که تغییر شکل پلاستیک ناچیزی در حین جوشکاری رخ دهد.
به همین دلیل عملا خواص قطعات پایه دستخوش تغییرات جدی نمی شود.
همان طور که از نام این فرآیند مشخص است، در اثر نفوذ مولکول های قطعات درون یکدیگر در فاز جامد اتصال برقرار می شود.
این اتفاق با اعمال حرارت و وارد کردن فشار به آن ها رخ می دهد.
اکسیداسیون یکی از مشکلات رایج روش های مختلف جوشکاری است.
برای کاهش شدت اکسید شدن قطعات در حین جوشکاری نفوذی، این فرآیند در محیط خلاء یا بی اثر انجام می گیرد.
۲- جوش نفوذی از نگاه مولکولی
جوش نفوذی بر اساس پدیده انتشار مولکولی طراحی شده و اجرا می شود.
درحالت کلی مولکول ها همواره از یک ناحیه با غلظت بالا به سمت ناحیه دیگر با غلظت کم منتقل می شوند.
در قالب فرآیند جوشکاری نفوذی، دو قطعه فلزی در مدت طولانی تحت فشار و دمای بالا روی یکدیگر قرار می گیرند.
البته باید سطح تماس دو قطعه به یک اندازه باشد و کاملا یکدیگر را پوشش دهند.
لازم است که سطح قطعات کاملا صاف و صیقلی بوده و عاری از هرگونه پستی و بلندی باشد.
وجود هرگونه ذرات آلاینده در سطح قطعات، مانعی جدی در برابر کیفیت بالای جوشکاری است.
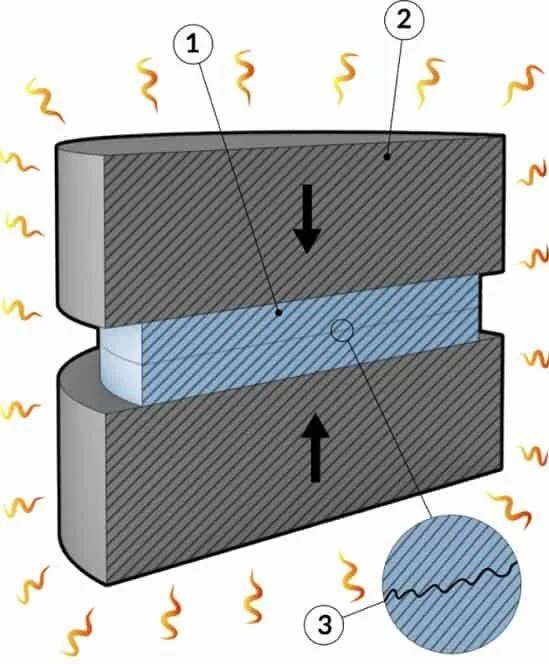
شماره 1 در تصویر زیر این نکته را نشان می دهد.
بعد از قرار دادن دو قطعه روی یکدیگر آن ها را وارد محیط خلاء یا بی اثر می کنند.
افزایش دما مولکول های سطحی دو قطعه را به تحرک وادار می کند.
البته حرارت دهی به گونه ای انجام می شود که قطعات ذوب نشوند.
معمولا افزایش دما تا حدود 60 درصد دمای ذوب قطعات صورت می گیرد.
برای این منظور از مقاومت الکتریکی یا کوره استفاده می شود.
برای وارد کردن فشار به دو قطعه از پرس هیدرولیک استفاده می شود و در طول مدت جوشکاری، فشار در محدوده ثابتی حفظ می شود.
شماره 2 در تصویر فوق پرس هیدرولیک برای وارد کردن فشار به سطح دو قطعه را نشان می دهد.
اعمال فشار باعث نفوذ مولکول های سطحی بین دو قطعه می شود.
به مرور زمان مرز بین دو قطعه با نفوذ مولکولی که رخ می دهد از بین می رود.
در نمای بزرگ شده شماره 3 تصویر بالا این نکته را می توانید ملاحظه کنید.
به این ترتیب نوعی رابط بین آن ها شکل می گیرد که زمینه انتقال مولکول های دیگر را برای برقراری اتصال فراهم می کند.
۳- کاربردهای جوش نفوذی
کیفیت و استحکام اتصال بین دو قطعه در جوش نفوذی تا حد زیادی وابسته به خواص مولکولی قطعات پایه است.
هر چه خاصیت ضریب نفوذ مولکولی قطعات پایه بیشتر باشد، اتصال بهتری از جوشکاری نفوذی به دست می آید.
بر این اساس معمولا از این روش برای جوشکاری قطعاتی از جنس تیتانیوم، زیرکونیوم، بریلیوم، نیکل و... استفاده می شود.
همچنین در مقدمه این مقاله اشاره کردیم که برای اتصال فلزات غیرمشابه نیز می توان از این روش استفاده کرد.
به عنوان مثال می توان به اتصال قطعات مس به تیتانیوم و مس به آلومینیوم اشاره کرد.
بیشترین کاربرد جوشکاری نفوذی مربوط به صنایع هوافضا و هسته ای است.

۴- مزایا و معایب جوشکاری نفوذی
از جمله مهم ترین مزایای جوش نفوذی می توان به موارد زیر اشاره کرد:
- خواص فیزیکی و مکانیکی قطعات در حین فرآیند جوشکاری دستخوش تغییر و تحول چندانی نمی شوند.
- هیچ گونه ناپیوستگی و تخلخل در سطح اتصال قطعات ایجاد نمی شود.
- علاوه بر فلزات مشابه برای اتصال فلزات غیرمشابه نیز می توان از این روش استفاده کرد.
- دقت ابعادی جوشکاری بسیار بالاست و برای ساخت تجهیزات حساس می توان از آن استفاده کرد.
- اجرای جوشکاری نفوذی هزینه زیادی ندارد.
- اپراتوری جوشکاری نفوذی نسبتا ساده است.
- نیازی به استفاده از الکترود و سایر مواد پرکننده به عنوان واسطه جوشکاری وجود ندارد.
- برای جوشکاری قطعات در ابعاد بزرگ به راحتی قابل استفاده است.

با وجود مزایای قابل توجه جوش نفوذی، نباید از کنار معایب و محدودیت های آن نیز به سادگی عبور کنیم.
به طور کلی پارامترهای جوشکاری مانند سطح تماس، جنس قطعات، دما و فشار تاثیر بسیار زیادی روی کیفیت اجرای جوشکاری نفوذی دارند.
برخی از مهم ترین نقاط ضعف جوشکاری نفوذی عبارت اند از:
- هزینه اولیه دستگاه های جوشکاری نفوذی نسبتا بالاست.
- زمان اجرای جوشکاری در مقایسه با سایر روش ها نسبتا طولانی است.
- آماده سازی سطح اتصال قطعات نیاز به دقت زیادی دارد.
- معمولا برای تولید انبوه قطعات مکانیکی از این روش استفاده نمی شود.

