این مقاله، به بررسی فرآیند قالب های ریخته گری تحت فشار یا دایکاست (Die casting) اختصاص دارد.
یکی از روش های بسیار پرکاربرد در تولید قطعات صنعتی، ریخته گری می باشد که روش ها و انواع مختلفی دارد.
دایکاست یکی از معروف ترین و پرکاربردترین آن هاست.
با ما همراه باشید تا به معرفی این روش بپردازیم.
۱- ریخته گری تحت فشار یا دایکاست چیست؟
ریخته گری تحت فشار یا دایکاست حالتی از ریخته گری است که
در آن مواد مذاب برای ریخته شدن در قالب با فشار تزریق می شوند.
در این روش برخلاف روش های دیگر که
مواد مذاب با نیروی وزن خود وارد قالب می شوند مواد مذاب با فشار مکانیکی وارد قالب می شود و
همان طور که تحت فشار هستند منجمد می شوند و باعث می شوند که بتوانیم قطعات با استحکام بالاتر بسازیم.
کوتاه ترین راه تولید یک محصول فلزی همین روش ریخته گری یعنی دایکاست است.
از خوبی ها و مزایای روش ریخته گری تحت فشار تولید قطعات نازک و مستحکم است که
اگر بخواهیم از روش های دیگر ریخته گری برای این امر استفاده کنیم تقریبا غیر ممکن است.
شیوه ریخته گری تحت فشار یا دایکاست بسیار شبیه روش ریژه است و تنها تفاوت این دو روش، شیوه تزریق مواد مذاب است.
در روش دایکاست مواد مذاب پس از بسته شدن قالب داخل یک نوع سیستم تزریق مانند پمپ می شوند.
در این روش معمولا مواد مذاب ریخته شده در قالب بیشتر از حجم قالب است و
حتی وقتی که مواد مذاب دارند سرد می شوند نیز پمپ به کار خود ادامه می دهد و به مواد فشار وارد می کند.
۲- مزایای تولید قطعات از طریق روش دایکاست
روش دایکاست مزایای زیادی دارد که باعث می شود این روش در ساخت قطعات فلزی مورد استفاده قرار گیرد.
این 7 مزیت شامل موارد زیر می شود:
- در روش دایکاست به علت توان تولید قطعات نازک تر می توان اشکال پیچیده تری را نیز ساخته و تولید کرد.
- در این روش به علت تحت فشار بودن و جاری بودن مواد مذاب می توان قطعات نازک تر و طویل تری را تولید کرد.
- نرخ تولید در این روش ریخته گری بسیار بالاست مخصوصا اگر قالب های چند حفره ای داشته باشیم.
- در این روش معمولا نیاز به ماشین کاری نیست؛ زیرا در این روش قطعه از پرداخت سطحی خوبی برخوردار است.
- این روش به دلیلی که بالا که گفته شد به شدت اقتصادی تر از روش های دیگر است.
- در این روش سرمایه گذاری برای تولید قطعه کمتر است؛ زیرا مانند روش ریژه در روش دایکاست نیز قبل از فرسوده شدن قالب می توان قطعات زیادی را ساخت و جلوی اختلاف ابعاد قطعه گرفته می شود.
- در این روش می توان مقاطع ظریفتری را نسبت به روش های دیگر مانند ریژه بر روی سطح قطعه ایجاد کرد.
- بیشتر قطعات ساخته شده با کمترین پرداخت برای فلزکاری آماده می شوند.
- قطعات آلومینیومی ساخته شده در این روش معمولا از قطعات آلومینیوم ساخته شده در روش ماسه ای مقاومت بیشتری دارند.

۳- معایب روش دایکاست چیست؟
در این روش معایبی نیز وجود دارد که باعث شده برای ساخت تمام قطعات از آن استفاده نشود.
این معایب شامل موارد زیر می شوند:
- وزن قطعاتی که ساخته می شود در این روش محدودیت دارد.
- در این روش تنها می توان از فلزاتی استفاده کرد که نقطه ذوب پایینی دارد.
- برای نگهداری از قالب و دستگاه دایکاست و هم چنین تعمیر دستگاه دایکاست باید هزینه نسبتا زیادی کرد.
۴- اهداف روش دایکاست
ما در صورتی از این روش برای تولید قطعات فلزی استفاده می کنیم که سه هدف کلی را در کارمان داشته باشیم:
- وقتی که بخواهیم قطعاتی با تعداد بالا و کیفیت بالا را بسازیم.
- در اندازه ساخت قطعات دقت بالایی را بخواهیم.
- دیواره ها و پله های ظریف و نازک از جنس فلزات سبک وزن در قالب های فلزی دائمی و مادام العمر.
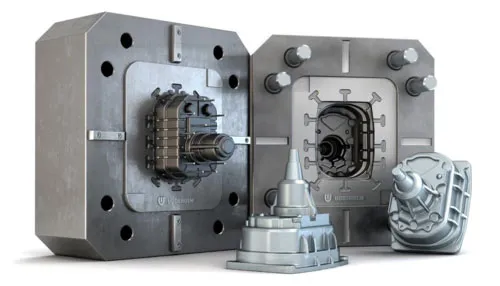
۵- قالب های فلزی چگونه کار می کنند؟
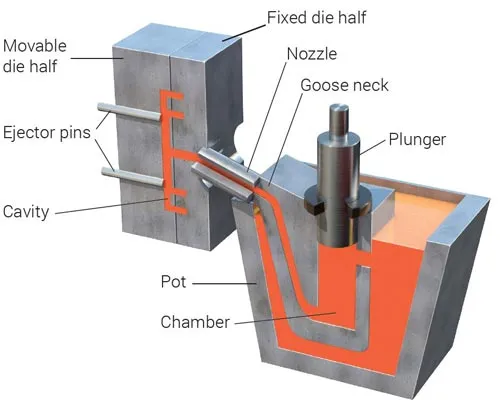
در بالای قسمت پایینی قالب فلزی تکه زیری به عنوان نصفه ثابت قالب تثبیت می شود و
قسمت متحرک قالب بالایی در بالای صفحه متحرک ماشین تثبیت می شود که
اصولا ماهیچه های فولادی هم به صورت هیدرولیکی روی آن کار گذاشته می شود.

۶- اختلال بین جریان در قطعات دایکاست
اختلال جریان، نوعی از تخلخل است که
حاصل از جریان ضعیف مواد بوده و سبب تولید عیب های سطحی همچون سوراخ ها، حفره ها و مشکلات داخلی قطعه می شود.
ترکیبی از دلایل تولید عیب های سطحی و اختلال های گازی را می شود دلیل ایجاد اختلال های جریان دانست.
یکی از علت های بروز اختلال جریان حاصل از فشار کم در پایان سیکل تزریق است (قبل از آن که اعمال فشار مضاعف کنیم) که
موجب کم شدن فشار مواد در پایان سیکل یعنی در جایی که به آن نیاز است می شود.
باید توجه داشته باشیم که وقتی که اختلال حاصل از این عامل باشد (جریان ضعیف)، این قسمت کوچکی از عیب های قطعه خواهد بود.
به آن معنا که هرچه که دلیل تخلخل در جریان شود، (همچون فشار کم تزریق) بدون هیچ درنگی دلیل تولید عیب های دیگر در قطعه می شود.
به بیان دیگر، کیفیت کم بخش های درونی قطعات که حاصل از فشار کم است و
احتمالا مقداری از عیب های دیگر را در آن بخش خواهیم دید.
همین طور اختلال جریان قادر است حاصل از درجه کم حرارت مواد نیز باشد.
این به آن معناست که درجه حرارت مواد در گلویی پمپاژ بیشتر از حد پایین می باشد، که
اصولا به این دلیل است که مواد در درجه حرارت کم در کوره نگهداری شده اند.
همین طور دلیل این اتفاق می تواند به علت سرد شدن مواد در ملاقه و یا در سیلندر پمپاژ باشد.
اگر درجه مواد بیش از حد پایین باشد باعث پاشیدگی و لحیم شدگی می شود.
در این حالت اگرچه ممکن است ایرادی در ظاهر قطعه وجود نداشته باشد و
اپراتور قالب گیری مشکلی را در قطعه نبیند، ولی در فرآیند های بعدی و
استفاده از قطعه ایرادات خود را نشان می دهند.

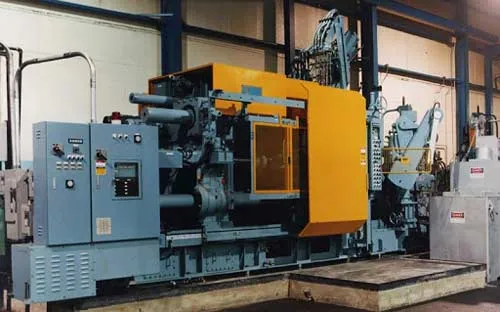
۷- انواع ماشین های دایکاست یا ریخته گری تحت فشار
ماشین های ریخته گری تحت فشار یا دایکاست دو نوع دارند که شامل موارد زیر می شوند:
1. ماشین هایی که محفظه تزریق سرد دارند (cold chamber):
در این نوع از ریخته گری تحت فشار سیلندر پمپاژ در خارج از مذاب است و
فلزاتی همچون AL ،CU ،MG تزریق می شود و مواد مذاب به دست یک انسان به درون سلیندر پمپاژ ریخته می شود.
2. ماشین هایی که محفظه تزریق گرم دارند (Hot chamber):
در این نوع از ریخته گری تحت فشار سیلندر پمپاژ درون مذاب و کوره است و
فلزاتی همچون سرب خشک و روی تزریق می شود و مذاب خودکار تزریق می شود.
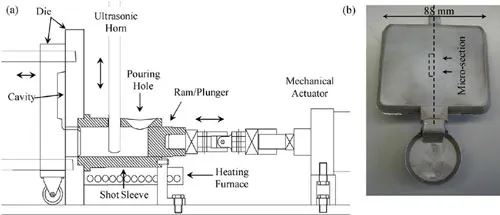
۸- محدودیت های سیستم سرد کار افقی
سیستم سرد کار افقی محدودیت هایی را در بر دارد که به شرح زیر است:
- نیاز به وجود کوره های ریخته گری اصلی و فرعی به دلیل تهیه مذاب و ارسال مذاب به داخل سیلندر تزریق
- طول کشیدن مراحل کار
- امکان ایجاد نقص هایی در قطعه

