
ریخته گری دوغابی یکی از روش هایی است که برای شکل دهی به سرامیک استفاده می شود.
این روش نخستین بار توسط چینی ها ابداع شد؛ اما در مقیاس صنعتی انگلیسی ها بودند که در قرن 18 میلادی از این روش استفاده کردند.
ریخته گری به روش دوغابی را می توان به شکل های مختلفی اجرا کرد.
در ادامه ضمن نقد و بررسی این روش ریخته گری، به معرفی انواع آن می پردازیم.
دعوت می کنیم تا پایان این مطلب با ما همراه باشید.
۱- ریخته گری دوغابی چیست؟
به طور کلی یکی از قدیمی ترین روش هایی که بشر برای ساخت تجهیزات مختلف استفاده کرده، ریخته گری است.
بسیاری از افراد تصور می کنند که ریخته گری صرفا برای شکل دهی فلزات و آلیاژهای آن ها استفاده می شود.
این در حالی است که ریخته گری را می توان برای شکل دهی مواد غیر فلزی مانند سرامیک و سفال نیز استفاده کرد.
ساخت قطعات و وسایل سرامیکی با استفاده از چرخ های سفال گری و به کمک دست تقریبا غیر ممکن است.
به همین دلیل از روش ریخته گری دوغابی (Slip Casting) استفاده می شود.
در این روش قالب های گچی استفاده می شود که سطح آن ها تخلخل دارد.
برای ساخت قالب های گچی نیز از گچ خاصی به نام پاریس استفاده می شود.
گچ پاریس از پودرهای با دانه ریز تشکیل می شود که پس از مخلوط شدن با آب، سرعت گیرش بالایی دارد.
از این نوع گچ نخستین بار در شهر پاریس فرانسه استفاده شد و به همین دلیل با نام گچ پاریس نام گذاری شده است.
بعد از تهیه قالب، دوغاب آماده شده را با روش خاصی به درون آن تزریق می کنند.
در ادامه منتظر می مانند تا دوغاب شکل قالب را به خود گرفته و خشک شود.
معمولا برای ساخت هر قطعه باید حدود 24 ساعت زمان صرف شود.
همین موضوع باعث می شود تا قطعات ساخته شده با این روش، قیمت بالایی داشته باشند.

۲- انواع روش های ریخته گری دوغابی
دو روش برای اجرای ریخته گری دوغابی وجود دارد:
- ریخته گری دوغابی تو خالی
- ریخته گری دوغابی تو پر
در این بخش آن ها را شرح می دهیم.

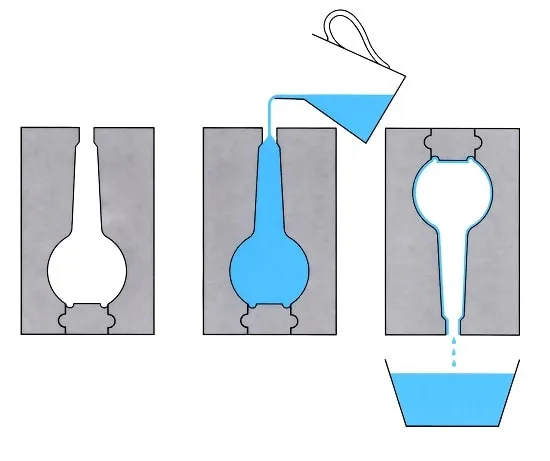
۲-۱- روش تو خالی
در روش ریخته گری توخالی، دوغاب سرامیکی درون قالب ریخته می شود.
سپس قالب بسته شده و چند ضربه به بدنه قالب زده می شود تا حباب های هوای درون دوغاب تخلیه شوند.
در هنگام بستن قالب ها از نوارهای پلاستیکی برای محکم کردن اجزای آن ها و جلوگیری از خارج شدن دوغاب از داخلشان استفاده می شود.
مدتی صبر می کنند تا لایه ای از دوغاب سرامیکی روی بدنه یا جداره قالب تشکیل شود.
سپس قالب را باز کرده و دوغاب درون آن را تخلیه می کنند.
این در حالی است که لایه ای از دوغاب روی سطح داخلی بدنه قالب باقی مانده است.
سپس قالب باز می شود و به این ترتیب قطعه سرامیکی به شکل بدنه قالب و به صورت توخالی به دست می آید.
دقت داشته باشید که معمولا قالب های ریخته گری دوغابی به صورت چند جزئی ساخته می شوند تا باز و بسته کردن آن ها راحت انجام شود.
گاهی اوقات قطعه نهایی که از قالب خارج می شود، نیاز به پرداخت کاری دارد.
برای این منظور به کمک چاقوی های خاص، پلیسه های اضافی موجود در سطح قطعه را جدا می کنند.
سپس قطعه به درون دستگاه های خشک کن منتقل می شود.
درون این دستگاه ها دما حدود 100 درجه سلسیوس تنظیم می شود.
با توجه به نوع و ابعاد، قطعه باید مدت مشخصی درون خشک کن باقی بماند تا به حالت پایدار دست پیدا کند.
۲-۲- روش تو پر
روش ریخته گری دوغابی توپر از نظر اجرا تفاوت چندانی با روش توخالی ندارد.
در این روش نیز دوغاب سرامیکی درون قالب ریخته و سپس قالب بسته می شود.
تنها تفاوتش نسبت به روش توخالی این است که دوغاب درون قالب تخلیه نمی شود.
بلکه مدت زمان بیشتری صبر می کنند تا ضخامت دوغاب روی جداره قالب بیشتر شود و در نهایت قطعه توپر به وجود آید.
اجرای این روش در مقایسه با ریخته گری توخالی نیاز به صرف زمان بسیار بیشتری دارد.
پس از خروج قطعه از درون قالب نیز لازم است عملیات پرداخت سطحی و خشک کردن انجام شود.

۳- محاسبه ضخامت دیواره در ریخته گری دوغابی
حتما این سوال برای شما پیش آمده است که چه اتفاقی باعث می شود دوغاب به حالت خمیری دربیاید و شکل بدنه قالب را به خود بگیرد؟
اشاره کردیم که قالب ریخته گری دوغابی به صورت گچی ساخت می شود.
دوغاب در تماس با گچ آب زیادی از دست می دهد.
به همین دلیل به حالت خمیر درآمده و شکل قالب را به خود می گیرد.
هر چه زمان بیشتری می گذرد، مقدار بیشتری از دوغاب شکل قالب را به خود می گیرد.
در این جا مفهومی به نام سرعت ریخته گری مطرح می شود.
اصطلاحا به ضخامت دیواره ایجاد شده درون قالب در واحد زمان، سرعت ریخته گری می گویند.
ضخامت دیواره درون قالب را با استفاده از رابطه ریاضی زیر اندازه گیری می کنند:
D = KT0.25
- D ضخامت دیواره بر حسب میلی متر
- T مدت زمان قرارگیری دوغاب درون قالب بر حسب دقیقه
- K ضریب ثابت

برای تعیین ضریب ثابت K از روش آزمایش تجربی استفاده می شود.
به این معنی که دوغاب را درون چند قالب می ریزند.
سپس با فاصله زمانی 5 دقیقه هر یک از قالب ها را باز و ضخامت جداره را اندازه گیری می کنند.
به این ترتیب نموداری از ضخامت بر حسب زمان به دست می آید که به کمک آن می توان ضریب K را محاسبه کرد.
بنابراین با استفاده از رابطه فوق می توانید مدت زمان لازم برای دستیابی به ضخامت خاص درون قالب ریخته گری را محاسبه نمایید.
۴- عوامل موثر بر سرعت ریخته گری دوغابی
مشاهده کردید که سرعت ریخته گری دوغابی در تعیین ضخامت بدنه قطعات و همچنین مدت زمان تولید آن ها نقش مهمی را ایفا می کند.
به طور کلی باید توجه داشته باشید که 5 عامل اساسی در سرعت ریخته گری تاثیرگذار هستند که عبارت اند از:
- فشار درون قالب
- درجه حرارت دوغاب
- میزان تخلخل و رطوبت قالب گچی
- چگالی دوغاب
- میزان مقاومت دیواره ایجاد شده در برابر عبور آب
لازم است که کمی درباره فاکتور آخر توضیح دهیم تا موضوع روشن تر شود.
وقتی دوغاب درون قالب ریخته می شود، در ابتدا سرعت جذب آب و همچنین تشکیل دیواره زیاد است.
اما هر چه ضخامت دیواره بیشتر می شود، مانند سدی در برابر نفوذ آب درون دوغاب به داخل قالب گچی عمل می کند.
بنابراین سرعت ریخته گری کاهش پیدا می کند.
بدیهی است که هر چه مقاومت جداره در برابر عبور آب بیشتر باشد، سرعت ریخته گری کمتر خواهد بود.

۵- مونتاژ کاری در ریخته گری دوغابی
تولید یکپارچه بسیاری از قطعات سرامیکی با استفاده از قالب در روش ریخته گری دوغابی امکان پذیر نیست.
مثلا یک قوری سرامیکی را در نظر بگیرید.
برای تولید این قوری باید دسته و بدنه قوری به صورت جداگانه ریخته گری شده و در نهایت به یکدیگر مونتاژ شوند.
برای این منظور باید ابتدا محل اتصال قطعات مونتاژ به یکدیگر با استفاده از مته مشخص شود.
به این معنی که شیارهای کوچکی در محل اتصال آن ها ایجاد می شود.
پس از آن محل اتصال قطعات، با دوغاب رقیق شده آغشته می شود.
سپس جزء مونتاژی روی بدنه قطعه دیگر قرار گرفته و با کمی فشار روی آن چسبانده می شود.
در ادامه بار دیگر اطراف محل اتصال دو قطعه با استفاده از دوغاب پوشش داده می شود.
به این ترتیب با گذشت زمان فرآیند اتصال دو قطعه به یکدیگر کامل می شود.

رعایت نکات زیر درباره مونتاژ کاری در ریخته به روش دوغابی ضروری است:
- دوغاب مورد استفاده در مونتاژ کاری با کمی سرکه یا سیلیکات سدیم ترکیب می شود.
- دوغاب باید یک دست و عاری از حباب هوا باشد تا کیفیت مونتاژ کاهش پیدا نکند.
- فرآیند مونتاژ قبل از قرار دادن قطعات در دستگاه خشک کن انجام می شود.
- رطوبت محل مونتاژ کاری قطعات باید یکسان باشد.

