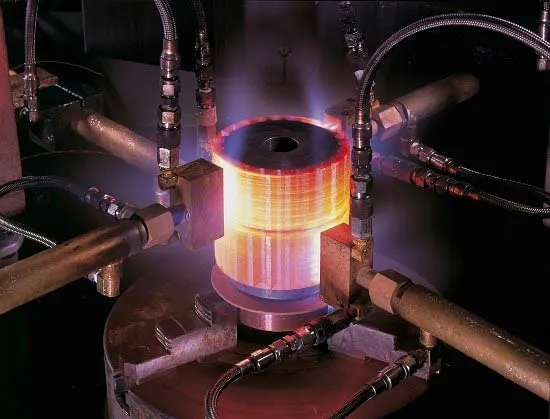
آیا با مفهوم سخت کاری فلزات آشنایی کافی ندارید و انواع روش های آن را نمی شناسید؟
در این مقاله می خواهیم بدانیم که فرآیند سخت کاری فلزات چیست و چگونه انجام می شود؟
پس همراه ما باشید تا به زبانی ساده به سوالات شما پاسخ دهیم.
۱- سخت کاری فلزات چیست؟
سخت کاری فلزات یک نوع فرآیند فلزکاری متالورژی محسوب می شود که برای افزایش سختی فلزات مورد استفاده قرار می گیرد.
یکی از گسترده ترین روش های مورد استفاده در سخت کاری فلزات، خنک سازی در یک محیط واحد است.
مشکل استفاده از این روش این است که سرعت خنک سازی در محدوده تحول مارتنزیتی (شکل بسیار سختی از ساختار کریستالی فولاد) بسیار زیاد خواهد بود.
بنابراین امکان بروز نقص هایی از جمله ایجاد ترک و یا اعوجاج (خمیدگی) در این روش وجود خواهد داشت.
البته روش های دیگری نیز جهت سخت کاری کردن (برای جلوگیری از این نقص و به دست آوردن خواص مورد نیاز) استفاده می شوند.
برخی از این روش ها شامل موارد زیرمی شوند:
- کوئنچینگ یا آب دهی در دو رسانه (Quenching in two media)
- سخت کاری فلز با سلف تمپرینگ (Hardening with self-tempering)
- سخت سازی مرحله ای به روش کوئنچینگ یا مارت پخت (Stepped quenching or martempering)
- سخت کاری به روش آس پخت یا ایزوترمال (Isothermal quenching or austempering)
در ادامه مطلب به بررسی و شرح روش های نام برده شده خواهیم پرداخت.
۲- سخت کاری فلزات با روش کوئنچینگ
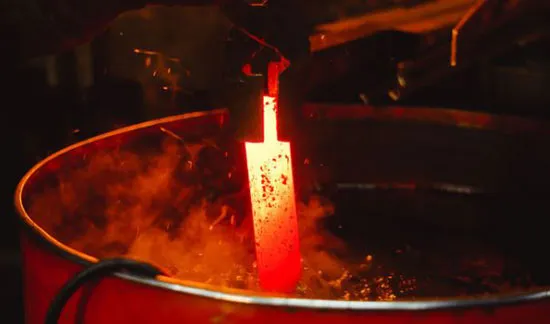
سخت کاری فلزات به روش کوئنچینگ به این صورت است که مواد سخت شده، ابتدا در آب تا دمای 300 درجه تا 400 درجه سانتیگراد سرد می شوند و سریعاً به محیط خنک کننده با شدت کمتر (به عنوان مثال هوا یا روغن) انتقال پیدا می کنند و در آنجا نگهداری می شوند تا کاملا سرد شوند.
هدف از انتقال مواد به کوئنچینگ دوم، کاهش تنش های داخلی مرتبط به همراه تغییر شکل آستنیت به مارتنزیت می باشد.
در این روش ابتدا در آب و سپس در روغن به سرعت سرد نمی شود.
زیرا این امر ممکن است منجر به تجزیه جزئی آستنیت در منطقه کمترین پایداری آن (500 درجه تا 600 درجه سانتیگراد) و ایجاد تنش های باقیمانده زیاد به دلیل خنک شدن سریع شود.
خنک سازی در دو رسانه به طور گسترده ای در عملیات حرارتی ابزارهای فولادی کربنی (شیرهای آب، قالب ها، فرزها و غیره) از یک شکل نامطلوب از نظر ترک خوردگی و تاب خوردن استفاده می شود.
۳- سخت کاری فلزات با روش سلف تمپرینگ
سخت کاری فلزات با روش تمپرینگ به این صورت است که مواد تا زمانی که به طور کامل خنک شود در محیط خنک کننده نگهداری می شود.
فلز می بایست در زمان مناسب خارج شود تا مقدار خاصی از گرما را در هسته خود حفظ نماید.
این امر باعث کم کردن حرارت (خود خنک سازی) می شود.
علاوه بر این، زمان مناسب برای قطع نمودن خنک سازی توسط خنک کننده باید مورد آزمایش قرار بگیرد.

در این روش غالباً گرمای بیشتری از آنچه برای خنک سازی لازم است در هسته حفظ می شود و با رسیدن به دمای معتدل، ماده دوباره در مایع خنک کننده غوطه ور خواهد شد.
این سخت شدن برای ابزارهایی که به سختی سطح بالایی، همراه با هسته سخت نیاز دارند اعمال می شود.
برخی از این ابزار شامل موارد زیر می باشد:
- اسکنه ها
- چکش های سورتمه ای
- چکش های دستی
- منگنه های مرکزی و...
۴- سخت کاری فلزات با کوئنچینگ یا مارتمپرینگ
سخت کاری فلزات به روش مارتمپرینگ و یا کوئنچینگ به این صورت است که پس از گرم کردن فولاد تا دمای سخت شدن، آن را در محیطی با دمای 150 تا 300 درجه سانتیگراد سرد می کنند.
این مواد تا زمانی که به دمای محیط برسند نگه داشته می شود و سپس برای رسیدن به دمای اتاق در هوا و گاهی در روغن سرد می شوند.

زمان نگهداری در حمام خاموش كننده باید به اندازه كافی باشد كه بتواند درجه حرارت یكنواختی را در سطح مقطع بدست آورد.
اما باید توجه داشت این زمان نباید آنقدر طولانی باشد که باعث تجزیه آستنیتی شود.
آستنیت (محلول جامد از کربن در آهن است) طی دوره بعدی خنک سازی تا دمای اتاق به مارتنزیت تبدیل می شود.
نکته: مارتنزیت فلزی ناپایدار است که از سرد کردن سریع فولاد آستنیت شده به دست می آید
این روش می تواند ساختاری از مارتنزیت و آستنیت حفظ شده در فولاد سخت شده را فراهم کند.
روش مارتمپرینگ دارای مزایایی نسبت به روش کوئنچینگ می باشد که در ادامه به برخی از این مزایا اشاره خواهیم نمود.
۴-۱- مزایای مارتمپرینگ نسبت به کوئنچینگ
در روش مارتمپرینگ تغییرات کمتری به دلیل وجود مقدار زیادی آستنیت حفظ شده در مواد ایجاد می شود.
همچنین به این دلیل که تحولات به طور همزمان در همه قسمت های مواد رخ می دهد، تاب کمتری ایجاد می کند.
پایداری فوق العاده کم آستنیت در محدوده از 500 تا 600 درجه سانتیگراد نیاز به سرعت خنک کنندگی در محدوده دمای 200 تا 500 درجه سانتیگراد در ثانیه دارد تا خنک کنندگی مطلوب حاصل شود.
در عین حال، فرآیند خنک سازی در محیط گرم بسیار کندتر از انجام این فرآیند در آب یا روغن و در دمای اتاق است.
بنابراین آستنیت موجود در فولاد کربنی را می توان از طریق حرارت بین 500 درجه تا 600 درجه سانتیگراد، بدون تجزیه و فقط در مواد نازک (ضخامت حداکثر 5.8 میلی متر) سرد کرد.
معمولا محصولات فولادی آلیاژی که توسط این روش سخت شده اند، ممکن است به طور قابل توجهی ضخیم تر باشند.
۵- روش آستمپرینگ یا ایزوترمال
سخت کاری فلزات در آستمپرینگ یا ایزومال عمدتاً به همان شیوه مارتمپرینگ صورت می گیرد اما جهت اطمینان از تجزیه آستنیت، زمان نگه داشتن طولانی تر در هر دو درجه حرارت گرم (بالاتر از نقطه مارتنزیت) کامل انجام می شود.
تجربه نشان داده است که استفاده از بخار در بسیاری از عیارهای فولادی، افزایش قابل توجهی در مقاومت ساختاری ایجاد می کند.
در مقایسه با سخت شدن معمولی و تعدیل دما در دمای 250 تا 400 درجه سانتیگراد، روش آستمپرینگ بریدگی را در خارج از مرکز را کاهش می دهد و می تواند شکل پذیری آهن را 1.5 تا 2 برابر افزایش دهد.
با این حال باید به این نکته توجه داشت که سخت شدن با خنک سازی در یک محیط گرم برای تمام درجه های فولاد و برای همه اندازه ها نمی تواند مناسب باشد.

همچنین انتخاب روش نامناسب ممکن است معایبی را به همراه داشته باشد از جمله این که امکان دارد خصوصیات مکانیکی به میزان قابل توجهی کاهش پیدا کند.
نمک های مذاب معمولاً به عنوان واسطه ای در تولید و مایع گیری استفاده می شود.
هرچه دمای حمام نمکی کمتر باشد سرعت خنک سازی آن بیشتر می شود.
از آنجا که خنک سازی در نمک مذاب فقط با هدایت حاصل می شود، بنابراین ظرفیت خنک سازی با هم زدن تا حد زیادی افزایش می یابد.
فرآیند Austempering به صورت تجاری برای مقاطع نازک فولادی جهت بدست آوردن محصولاتی عاری از ترک و با مقاومت در برابر ضربه به کار می رود.

